





















加工中心圆盘式刀库FANUC系统PMC的程序设计
摘 要
随着微电子技术和计算机技术的飞速发展,在工业领域以单机自动控制到生产线的自动化乃至整个工厂的自动化,从柔性制造系统到工业机器人,可编程控制器无处不在。它是“先进国家三大支柱”之首的工业自动化理想装置,已被广泛应用于现代工业自动化各个领域,起着越来越重要的作用。数控机床集计算机技术、自动化技术、自动检测技术和精密制造技术于一体,是各种精密机械部件、数控系统、伺服系统、可编程控制器等其他系统的集合,是一种典型的机电一体化精密加工设备。以内置于日本FANUC数控系统的可编程控制器为例,设计加工中心圆盘式刀库自动换刀的PMC程序,首先对圆盘式凸轮机械手的结构和工作原理进行分析,然后设计圆盘式刀库的换刀控制流程图。由于PLC技术是在继电器-接触器逻辑控制技术的基础上发展起来的,所以要设计圆盘式刀库的PMC程序需要以圆盘式刀库的电气控制为基础。然后确定I/O的点数和形式、确定控制顺序、分配工作位最后进行编程语言的转换。控制系统的制造商一般都已开发了各自的编程软件,规定了用户程序的编程语言。FANUC数控系统内置可编程控制器目前还通常以梯形图语言的形式编制用户程序。
关键词
可编程控制器 圆盘式凸轮机械手 编程语言
第一章 绪论
1.1课题的研究意义:
目前,由于计算机技术和可编程机床控制器(PMC)技术的不断发展,现代加工中心主要采用软件换刀方式,即利用PMC进行识刀和选刀。这种方式消除了由于识别装置的移动性和可靠性带来的选刀误差,大大提高了选刀精度并简化了控制装置。
通过对加工中心圆盘式刀库自动换刀的PMC程序设计,更加深入了解可编程控制器在机床领域的应用,为以后更为复杂的机械电气PMC设计打下基础。目前,我国生产和制造的可编程控制器工艺技术还有待提高,与主要的可编程控制器厂商如日本和美国等发达国家相比还有差距。在引进、吸收和消化国外可编程控制器的同时,还必须通过集成创新,加快发展我国可编程控制器产品的步伐,努力使我国的工业化程度提高到一个水平。
随着集成电路的发展和网络时代的到来,今天的可编程控制器逐步形成一门较为独立的新兴技术和具有特色的工业控制系列产品,逐步发展成为解决自动化控制最有效、便捷的控制手段和途径,可编程控制器应用领域必将越来越广阔。
1.2 FANU数控机床 PMC概述
可编程控制器在机床控制尤其是在数控机床控制中的应用越来越广泛。数控机床数字控制系统(硬件)主要包括数控系统、伺服系统、可编程控制器和测量反馈接口等。数控系统作为一种计算机控制系统,能完成复杂的算术运算,其核心是计算机与实时控制技术。它是数控机床控制的神经系统,其性能直接影响到数控系统的性能,决定了数控系统的发展。日本FANUC是全球数控系统著名制造商。他们将可编程控制器的核心-CPU集成于新一代FANUC数控系统中,一起完成复杂的逻辑运算和刀具运动轨迹。
FANUC数控系统内置的可编程控制器是一种负责机床控制的顺序控制器(以下简称PMC),其工作原理与可编程控制器也基本相同。它们对一些特殊的功能如定位轴控制、通信等更易实现。数字控制(NC)程序可以通过读取系统
目 录
摘 要 I
Abstract II
第1章 绪论 1
1.1 课题的研究意义 1
1.2 FANUC数控机床PMC概述 1
13 FANUC数控机床PMC程序结构 1
1.4研究内容 4
第2章 可编程控制器的应用设计 6
2.1可编程控制器的一般结构及基本工作原理 6
2.2程序设计方法 7
2.3程序设计步骤 8
2.4程序设计技巧 8
2.5程序设计注意事项 9
2.6本章小结 10
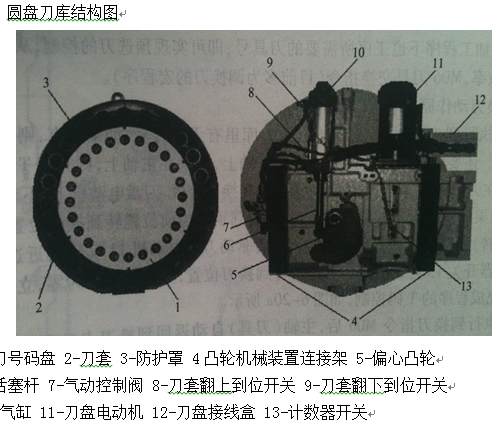
第3章 圆盘式刀库的结构和工作原理 11
3.1加工中心换刀系统 11
3.1.1 圆盘式刀库的结构 11
3.2自动换刀动作原理 11
3.3盘式刀库随机换刀控制流程图 12
3.4本章小结 18
第4章 圆盘式刀库输入/输出地址分配表的设计 18
4.1地址 18
4.1.1 地址类型 18
4.1.2 地址类型圆盘式刀库的I/O地址分配表 18
4.2 本章小结 20
第5章 圆盘式刀库顺序程序的梯形图语言表示 20
5.1梯形图设计方法 21
5.1.1 梯形图设计注意事项 21
5.1.2 梯形图的主要特点 21
5.1.3 编制梯形图程序注意的问题 21
5.2圆盘式刀库自动换刀控制的编程语言表示 22
5.2.1应用各项功能指令设计“寻刀”“换刀”程序 22
5.3可编程控制器控制系统设计与调试总结 22
结论 24
参考文献 24
附录 25
致 谢 37
参考文献:
[1]、陈贤国.数控机床PLC编程.PMC顺序程序示例6.1-6.2.北京:国防工业出版社,2010 .
[2]、刘喜峰.机床电气控制与PLC技术.机床电气控制线路的基本环节3.1-3.3.北京:清华大学出版社,2011.
[3]、曲尔光、弓锵 .机床电气控制与PLC.PLC控制系统8.1-8.4.北京:电子工业出版社,2010.
[4]、刘永久.数控机床故障诊断与维修技术(FANUC系统)第2版.加工中心自动换刀装置控制及常见故障分析6.3北京:机械工业出版社,2009.
[5].顾京.现代机床设备第二版.加工中心换刀系统.4.2北京:化学工业出版社,2009.
[6].钱晓平.机床控制与PLC.PLC控制技术3.1-3.5北京:中国劳动社会保障出版社,2011.
[7].庄严.数控机床PMC调试.数控机床PMC程序设计与调试,项目三.北京:机械工业出版社,2010.
[8].陈芳.数控机床PLC控制技术.加工中心自动随机换刀控制原理.3.5-3.6.北京:清华大学出版社,2009.
http://www.bysj1.com/html/4781.html http://www.bysj1.com/html/5125.html




