





















小型加工中心刀库系统设计(说明书+cad图纸)
摘 要
随着数控技术的发展和普及,加工中心的作用越发突显它的重要性。为进一步提高数
控机床的加工效率,数控机床正向着工件在一台机床一次装夹即可完成多道工序或全部工
序加工的方向发展,因此出现了各种类型的加工中心机床,如车削中心、镗铣加工中心、
钻削中心等等。这类多工序加工的数控机床在加工过程中要使用多种刀具,因此必须有自
动换刀装置,也就是所说的刀库,以便选用不同刀具,完成不同工序的加工工艺。自动换
刀装置应当具备换刀时间短、刀具重复定位精度高、足够的刀具储备量、占地面积小、安
全可靠等特性。
本论文是开发设计出一种体积小、结构紧凑、价格较低、生产周期短的小型立式加工
中心刀库本文。首先介绍了国内外加工中心研究现状及发展趋势,阐明了本课题研究的目
的、意义。然后进一步介绍本小型加工中心刀库总体结构和各部件方案的选择,并在此基
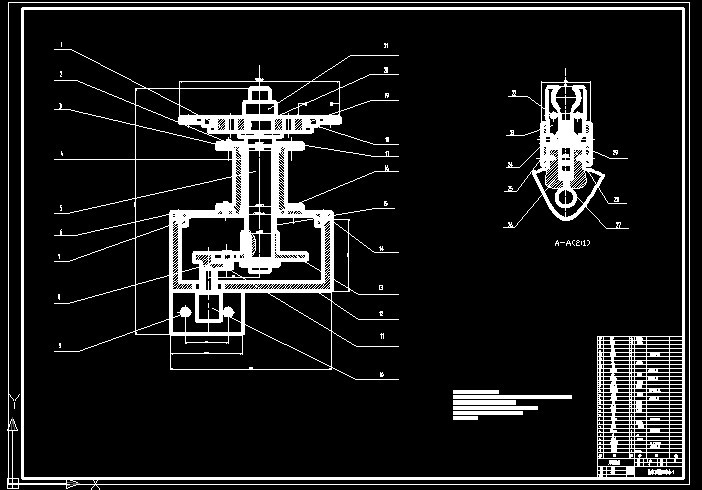
础上进行了小型加工中心刀库的机械结构的设计计算,主要包括刀盘部件设计(含刀盘,
夹块,刀爪),刀库转动定位机构设计(含转臂,槽轮,滚子,锁止盘),刀库总体机构设
计(含轴承套,轴,箱盖,箱体)刀库移动部分设计。
关键词:数控系统 ;加工中心 ;刀库 ;机械手
第1章 绪 论
随着科学技术的发展,世界先进制造技术的兴起和成熟,而对作为现代制造业非常重
要的加工中心提出了更高的要求,超高速切削、超精密加工等技术的应用,对加工中心的
组成部分提出了更高的性能指标。
加工中心是一种综合加工能力较强的数控加工设备,工件一次装夹后能完成较多的加
工工序,加工精度较高,就中等加工难度的批量工件,其效率是普通设备的5~10 倍,特
别是它能完成许多普通设备不能一次完成的加工。加工中心对形状较复杂,精度要求高的
单件加工或中小批量多品种生产更为合适,特别是对于必需采用工装和专用设备来保证产
品质量和效率的工件,采用加工中心加工,可以省去工装和专机。这为新产品的研制和改
型换代节省大量的时间和费用,从而使企业具有较强的竞争力。然而目前国内外加工中心
的生产厂家设计生产的加工中心大多是大、中型零件的加工。
加工中心有多种形式,常见的有盘式、链式两种刀库。
盘式结构中,刀具可以沿着主轴的轴向、径向、斜向按放,刀具轴向的安装的结构最
为紧密,但为了换到时与主轴同向,有的刀具库中刀具需要在换刀位作90度翻转。在刀
库容量较大时,为在存放方便的同时保持结构紧凑,可采用弹仓式结构,目前大量的刀库
安装在机车立柱的顶面或侧面,在刀库较大时,也有安装在专门的地基上,以隔离刀库转
动造成的震动。
链式刀库存放刀具容量比盘式大,设计题目刀具较多,为32 把刀,所以特选用链式
刀库设计。链式刀库结构比较灵活,可以采用加长链带方式加大刀库容量,也可以采用链
带折叠回绕的方式提高空间利用率,在需要刀具容量较大时,还可以采用多链带结构。
1.1 国内外的研究现状和发展趋势
1.1.1当前世界NC机床的研究现
世界各国对数控机床、加工中心以至FMS、CIMS 等各种新技术的研究与发展进程,
是与世界经济形势紧密相连的。机床工业与世界经济相互促进和发展,进入21 世纪知识
经济时代,人们的知识所起的作用更加突出,而机床工业作为机器制造业的基础,其重点
地位与战略意义更加明显。在1991-1994 年间,世界经济衰退,昂贵的FMS,CIMS 降温,
1995-2000 年间,世界经济在低速增长,根据当前世界市场各方面用户为提高生产率对NC
机床的需求以及世界四大国际机床展(欧洲的EMO、美国的IMTS、日本的JIMTOF、中国
的CIMT)上产品分析,当前世界NC 机床的技术研究主要有以下几点:
1.更加重视新技术和创新
在世界范围内,对新工艺、新材料、新结构、新单元、新元件的研究开发工作正在大
徐州工程学院毕业设计(论文)
第2页
力发展,如新的刀具材料、新的主轴结构、高速电主轴、高速直线电机等的开发研究。以
加工工艺的改进创新为基础,为加工超硬、难切削材料及特殊符合材料及复杂零件、不规
则曲面等在不断研究开发新机种。
2.提高机床加工的精度的研究
为了提高加工中心的加工精度,不断提高机床的刚度、减少振动,消除热变形,降低
噪声,提高NC机床的定位精度、重复精度、工作可靠性、稳定性、精度保持性,世界很
多国家都在进行机床热误差、机床运动及负载变形误差的软件补偿技术研究,并采取精度
补偿、软件补偿等措施加以改善,有的已可使此类误差消除60%。并在不断开发精细加工,
纳米加工。
3.提高机床加工生产率的研究
世界NC机床、加工中心及相应的高速电主轴、直线电机、测量系统、刀具系统、NC
系统的开发,均以提高生产率为前提。
4.许多国家都已经开始对数控系统的智能化、开放化、网络化研究
1)数控系统的智能化的研究
主要表现在:为追求加工效率和加工质量的智能化,对加工过程的自适应控制,工艺
参数自动生成进行研究;为提高驱动性能及使用连接方便的智能化,对反馈控制、电机参
数的自适应运算、自动识别负载自动选定模型、自整定等进行研究;还有智能化的自动编
程、智能化的人机界面、智能诊断、智能监控等方面的研究。
2)数控系统开放化研究
主要表现在:数控系统的开发在统一的运行平台上,面向机床厂家和最终用户,通过
改变、增加或剪裁结构对象(数控对象),形成系列化,并可方便地将用户的特殊应用和
技术诀窍集成到控制系统中,快速实现不同品种、不同档次的开放式数控系统,形成具有
鲜明个性的名牌产品。目前开放式数控系统的体系结构规范、通行规范、配置规范、运行
平台、数控系统功能库以及数控系统功能软件开发工具等是当前研究的核心。
3)控装备的网络化研究
数控装备的网络化将极大地满足生产线、制造系统、制造企业对信息集成的需求,也
是实现新的制造模式如敏捷制造 、虚拟企业、全球制造的基础单元。
1.1.2我国数控机床产业的发展状况
我国数控机床工业起步较早,北京机床研究所于1973年研制了卧式加工中心JCS013。
1980 年北京机床研究所引进了日本FANUC公司的数控系统制造技术,并投入批量生产。
国家“六五”和“七五”规划期间,我国大力发展加工中心,帮助部分骨干企业与国外厂
商进行合作,引进了加工中心的制造技术。“八五”期间科技攻关开发自主版权数控系统
两个阶段,已为数控机床的产业化奠定了良好的基础,并取得了长足的进步。“九五”期
间数控机床发展已进入了实现产业化阶段。
徐州工程学院毕业设计(论文)
第3页
1.部分产品已达到国外同类产品水平
具备了自行开发各种各样专用机床和特殊功__________能机床系统的能力。数控机床新开发品种
300 个,已有一定的覆盖面。新开发的国产数控机床大部分达到国际20世纪90 年代水平,
为国家重点建设提供了一批高水平数控机床。
2.数控机床在技术上取得了一定的进步
进入了高速高精度精密数控机床生产国行列。高速主轴制造技术可达
12000~18000r/min,快速进给可达60m/min,快速换刀可达1.5s,可以生产定位精度达3um
的立式加工中心、主轴回转精度达8um的卧式加工中心和精度为2um的车削中心等[2]。
3.多轴联动数控技术更加成熟
0.1um当量的超精密数控系统、数控仿形系统、非圆齿轮加工系统、高速进给数控系
统、实时多任务操作系统都已研制成功。尤其是基于PC机的开放式智能化数控系统,可
实施多轴控制,具备联网进线等功能。这些数控系统的研制成功使得多坐标联动技术已不
再是难题,且逐渐成熟。
4.大部分数控机床配套产品已能国内生产
我国数控机床生产厂共有100 多家,数控系统(包括主轴和进给驱动单元)生产企业
约50家,生产数控机床配套产品的企业共计300 余家,产品品种包括八大类2000 种以上。
数控机床自我配套率超过60%。
5.在网络化、集成化、柔性化数控制造成套设备技术上也有了新突破
网络化、集成化、柔性化数控制造装备可实现在多台机床连成的局域网上实现集成、
资源共享、实时图象监视和管理,服务器上实现加工对象的实体造型并将刀具路径文件和
加工程序自动化送至各数控机床。
总之,随着科学技术的进一步发展,市场经济活动的不断深入,中国在加入WTO参与
世界市场激烈竞争中,无论是国内市场、国际市场,对NC 机床的需求将日益增多,NC机
床的发展前景非常广阔。中国机床工业能否振兴、NC 机床技术能否迅速提高、产量能否
迅速扩大,关键在于中国是否有此实力。
我国NC机床发展过程及现状美国于1952 年应飞机生产的需求,在世界上首先研制出
第一台NC 机床,并立即生产100 台。中国与日本于1958 年同年研制出首台NC 机床。我
国于1958~1960、1962~1965、1973~1978年曾先后三次在全国掀起NC 机床的研制、生
产、攻关高潮,但由于缺乏技术基础,机床车体设计实力差、各种机、电、液、气配套基
础元部件、NC系统不过关,工作不可靠,故障频繁,且由于发展NC机床整个方针、政策、
方法、步骤、措施错误,形成一哄而上,又一哄而下,三起三落。到1979年为止,我国
NC 机床无法正式生产,也无法在生产中正式使用。
在此20年中,可称之为在沙滩上建大厦阶段,交了许多学费,做了不少虚功,浪费
了无数人力、物力、财力,教训至为深刻。而日本在此阶段,规划周密、科学行事、步子
扎实,在努力发展大量大批生产自动化、高效自动化机床、自动线的基础上,确实使主机
徐州工程学院毕业设计(论文)
第4页
设计本领过硬,配套元部件、NC系统过关,不断发展NC 机床,至1979 年日本NC系统年
产量达14,235 套,NC 机床年产量达14,317 台,超过了美国的当年产量7,925 台,从此
年起,日本NC机床之年产量长期居世界第一。
我国从1980 年起,先后引进了日、德、美、西班牙的NC 系统,各种NC机床,各类
机、电、液、气基础元部件等进行生产,由此改变了过去产品质量、可靠性问题,NC 机
床才逐步开始批量生产并正式用于生产制造。
在1980~2000 年20 年间,我国NC机床在品种上、技术上、产量上提高较快,取得
了较大的成绩。1980 年我国NC 机床产量692台,至1999 年,产量达9,007 台,2000年
超万台。在品种上,各类NC 全切机床、成形机床、激光加工机床等均能生产,也较齐全,
在设计、制造技术上也有了很大提高。许多国产NC机床,已在广大用户生产现场使用,
有的取得了用户的好评。但是,由于主机设计本领不过硬,许多NC机床,特别是较先进
的高性能机床,基本上是与国外合作的产品。许多关键配套基础元部件、重要NC 系统,
仍采用国外进口产品,目前中国生产的NC 机床,约70%配用日、德、美、西班牙进口NC
系统,在改革开放20 年间,我国NC机床的发展,可称之为撑着拐仗走路。各种先进技术,
由于缺乏系统深入研究、消化、创新,由于技术人员、技术工人素质较低,缺乏各方面人
才,NC 机床基本上处于仿制阶段。可以明确地指出:由于缺乏正确的发展方针、政策、
方法、步骤、措施,
我国NC机床的整个发展过程,道路是漫长的,与日本相比,可说是在缓步前进。我
国NC机床的现状,可用下面3句话来描述:“进步很大,问题不少;拥有量较多,但利
用率不高;产量较少,高性能产品缺乏。”据1995 年全国调查,我国机床拥有量383 万
台,其中NC 机床7.28 万台。虽然机床总拥有量数字很大,居世界第一,但普遍性能落后、
结构陈旧,NC机床所占比重不大。但在1996~1999 年间,每年用户购买约1.7 万台,共
计约7 万台,2000 年我国NC 机床拥有量约为14 万台,平均利用率约为40%。而日本的
NC 机床利用率约在80%以上,1987 年机床拥有量(全切和成形)79 万台, NC 机床7 万
台,汽车产量达1,225 万辆。1994 年日本机床拥有量100 万台,NC机床拥有量16 万台,
目前中国NC机床的拥有量,已接近日本1994年数字。中国1999 年NC机床产量为9,007
台,1997年日本为56,113 台(1/2 以上出口),德国为22,960 台,美国为17,414 台,相
比之下,中国NC 机床年产量较少,需大量进口。1999 年进口NC 机床11,489 台,出口1,365
台,消费量(产量+进口量-出口量)为19,131台。
我国NC机床发展中存在的主要问题我国在发展NC机床中存在的主要问题,归纳起来,
主要有以下八点:
(1)长期_________以来从上到下,严重缺乏实事求是的科学精神,盲目性大。不懂得NC 机床
本身的技术特点、发展规律,在战略上藐视,在战术上亦藐视。表现在前20年之间的是
全国搞NC机床,往往一哄而上,遇到困难,束手无策,又一哄而下。在后20 年,大量引
进国外先进技术、合作生产,但缺乏认真试验、消化、创新,按样仿制,知其然不知其所
徐州工程学院毕业设计(论文)
第5页
以然。小有改进,即以为是创新。
(2)缺乏近/远期正确、全面的机床工业发展方针、政策、方法、步骤、措施,更没
有上下结合、针对国情、认真去制订整个机床、工具以及NC机床发展的规划,偶尔有一
些,也只是少数几个人拍脑袋写出的表面文章,结果也是置之高阁,无法贯彻。
(3)机床行业人员素质低,缺乏各方面人才,尤其缺乏政策。不懂NC机床特点、发
展规律,抓不到主要矛盾。许多企业缺乏独立作战、开发各种优质适销先进新产品能力,
呈“松散”、“无序”、“虚胖子”、“低效运行”状态。





