



基于步进电机定位的工件处理系统
摘要:在本次设计中主要说明整体设计方案的构思,对本次毕业设计选题研究方向、要实现的功能及设计的具体步骤做了全面的介绍,在设计之初对步进电机、步进驱动器以及PLC发出脉冲控制驱动器做了比较细致的了解和学习,硬件设计中主要介绍了设计系统中所需要的硬件并对其仔细说明,软件设计用STEP 7进行编写梯形图程序和使用组态软件来实现步进电机的精准定位控制,使用了西门子官方提供专门用做定位控制的MAP库文件的指令功能,分析研究了具体控制方法,并选取绝对位移控制步进电机,利用所提供的高速输出口,通过改变PLC对步进驱动器的脉冲和频率,来实现步进电机运行距离与方向的控制。
关键字:自动化;PLC;步进电机;定位控制
Work piece processing system based on step motor positioning
Abstract: in this design, the concept of the overall design scheme is mainly explained, the research direction, the function and the specific steps of the design are fully introduced. At the beginning of the design, the step motor, the step driver and the PLC pulse control drive are carefully understood and studied. In the hardware design, we mainly introduce the hardware needed in the design system and explain it carefully. The software design uses STEP 7 to write the ladder diagram program and use configuration software to realize the precise positioning control of the stepping motor, and uses SIEMENS official to provide the instruction function of the MAP library file which is specially used for positioning and control. The specific control method is studied, and the step motor is controlled by the absolute displacement, and the distance and direction of the step motor are controlled by changing the pulse and frequency of the PLC to the step drive by using the high speed output port provided.
Key words: automation; PLC; stepper motor; location control
利用触摸屏、步进电机、步进驱动器和PLC设计一个工件处理系统,查询触摸屏、PLC、步进电机、步进驱动器等相关知识,完成的控制系统包含主要功能:?
1、系统以接近开关作为原点,左右极限也是接近开关;无论设备处于何种工作状态,遇到
左右极限时都必须停止且不可向超限的方向运行;
2、当工作台不在原点时(无论在原点左边还是右边),按下复位按钮,工作台回到原点;若在原点,则复位按钮无效;?
3、假定滚珠丝杠的丝距为5mm,工作台处于原点时,按下启动按钮,工作台以恒定速度向前(接近开关5的方向)运行40mm,然后再以恒定速度向前运行40mm,以此类推,走完160mm之后,停止3秒,然后快速返回原点;
4、按下停止按钮时,设备都停止在当前位置,并且必须要复位至原点,才能再次启动。
目录
第一章 绪论 4
1.1 PLC控制步进电机的意义 4
1.2 PLC控制步进电机未来的发展趋势 4
第二章 整体设计方案 6
2.1 水平工作台设计分析 6
2.2 控制方案要求 6
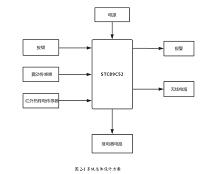
2.3 系统的总体硬件构成 7
第三章 步进电机定位的工件处理系统的硬件设计 8
3.1 PLC选型 8
3.2 PLC的基本结构和特点 8
3.3 PLC工作原理 10
3.4步进驱动器选型与参数设置 10
3.5步进电机的选用 13
3.6组态软件 15
3.7接近开关 15
第四章 系统软件设计 17
4.1总体设计框图 17
4.2方案设计分析 17
4.3 PLC的I/O分配表 18
4.4 PLC程序编写 18
4.5 组态运行及调试 19
第五章 体会和总结 21
第六章 结束语 22
致谢 23
参考文献 24
第一章 绪论
1.1 PLC控制步进电机的意义
时至今日,电机在现代生活中起着非常重要的作用,在工业生产和家用电器中都存在使用着各种各样的电机。步进电机是工控行业中一种不可或缺的重要执行元件,其优秀的定位性能,使得步进电机在自动化控制领域被大量的使用,在步进电机定位工件处理系统中步进电机如何运行是关键问题所在,通常来说它由步进电机、驱动器、系统软件、PLC、检测开关等部件构成。
PLC与步进电动机结合起来具有很好的研究价值与意义,步进电机的运行位置状态主要通过步进驱动器控制所给的脉冲数量和脉冲频率来实现电机运行,步进电机在运动控制中可通过增加或减少脉冲量和脉冲频率来实现调速、精确定位、正反转等功能,这使得由步进电机组成的定位控制系统在结构上简单方便、降低了生产成本、定位精度高等优点。本次设计在说明定位特点的基础上,深入介绍说明了电机定位的控制方案,设计了控制系统的硬件方案,并编写了相应的控制程序,测试了实际定位控制效果,并提出相应的整改措施,达到更加合理完善的定位目标。要实现此次设计的精准定位的重要因素在于脉冲信号的数量,本文介绍了SIMATIC S7-200 PLC对Q2HB44MA步进驱动器发出控制脉冲信号的,进而实现对步进电机定位的处理。
1.2 PLC控制步进电机未来的发展趋势
随着工业科技的进步,PLC技术已较为成熟,我国近年来PLC的发展也十分速度,但我国现阶段工业自动化使用程度普遍较低,在许多的中小型制造企业尚未采用全自动化进行生产工作,所以说PLC在我国工业控制应用领域的潜力远没有得到充分利用。伴随着我国工业化的发展,科学技术日新月异,随着中小型制造企业竞争的日益加剧,越来越多的企业会考虑采用经济、高效的生产方式、安全可靠的方法来控制生产过程,以提高企业的生产效率和竞争实力。步进电机在开环控制系统中具有定位精度高、运行可靠、控制简单、可以较少大量人工等优点,所以在工业控制使用及其广泛,尤其随着混合式步进电机的产生和深入研究发展,它具有其他两种类型步进电机的优点,使得电机的力矩逐步增加,在价钱方面也相对比较廉价,为步进电机的广泛使用以及发展奠定了良好根基, 使用PLC控制步进电机的过程较为方便。
在全自动化控制的设备中,一些生产工作会有具体要求如按一定的周期顺序实现电机的自动运行,并且还需要在运动到某一固定位置时要执行一次停留等待,用来检测,收放物料,激光打标等具体工序,以满足实际生产中的工艺要求。用PLC编写程序实现自动定位控制,具有程序设计方法多样,便于学习者理解和掌握,方便精确的实现各运动位置的停留,使用滚珠丝杆转化的直线运动能达到更加精准的定位控制,降低控制成本,简化控制电路等优点。PLC控制步进电机在未来生产中的总体控制方向必然会向着高精度控制、低功耗、控制功能多样化、控制智能化的方向发展。运用PLC可以简单有效地实现对电机运行精确定位控制和运行速度的快慢控制,以便于完成多样化定位控制的工作过程,PLC控制步进电机技术的成熟,它代表了我国工业控制领域的快速发展。
第二章 整体设计方案
2.1 水平工作台设计特点及分析
水平工作台是自动化控制的一个重要工序,在生产过程中有时人工完成是一个繁琐的过程,浪费着大量的工作时间。为增加产量、减轻员工的生产压力、提高公司生产效率,一些生产企业会考虑使用无需太多人工的自动化控制生产线,来代替人工生产。PLC有较高的可靠性,程序设计较为简单,后期维护方便,如果想要更加直观地看到生产过程和监控电机运行中具体的位置变化,可以选取HMI(触摸屏)来配合PLC工作,这样便构成完整的自动控制系统。
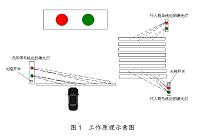
在本毕业设计中电机定位功能是由PLC和触摸屏共同组成的控制系统,PLC发出具体脉冲数量,步进电机每接收一个脉冲信号,就会旋转一定的角度,加入滚珠丝杆和水平工作台,就将电机运动转换成直线运行,当定位铁片运行到接近开关感应距离内,接近开关就会感应到铁片并输出一个信号用来等待或执行下一步规定的动作[5]。图中工作台上的电机为BS42HB47-01两相步进电机,假定图中的滚珠丝杠的丝距为5mm。
参考文献
[1] 廖常初.S7-200 PLC编程及应用[M].北京:机械工业出版社,2007.
[2] 陈洁.PLC控制技术快速入门-西门子S7-200系列[M].中国:中国电力出版社,2013.
[3] 王曙光,等.西门子S7-200PLC应用基础与实例[M].北京:人民邮电出版社,2007.
[4] 坂本正文,王自强译.步进电机应用技术[M].中国:科学出版社,2010.
[5] 车长征.PLC在步进电机位置控制中的应用[J].江苏电器,2002 (4):28-29.
[6] 韩战涛.西门子S7-200 PLC功能指令详解[M].北京:电子工业出版社,2014.
[7] 深圳市白山机电一体化技术有限公司.Q2HB44MA_B步进驱动器使用说明[Z]
[8] 西门子(中国)有限公司. S7-200 PLC脉冲输出MAP库文件的使用[Z],2014-07-28.



