




















CA6140机床后托架的偏差设计与计算(机械专业毕业设计)
⑴.底平面的偏差及加工余量计算
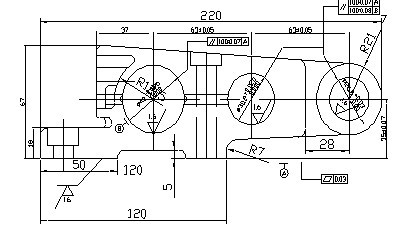
底平面加工余粮的计算,计算底平面与孔( , , )的中心线的尺寸为 。根据工序要求,顶面加工分粗、精铣加工。各工步余量如下:
粗铣:由参考文献[5]《机械加工工艺手册第1卷》表3.2-23。其余量值规定为 ,现取 。表3.2-27粗铣平面时厚度偏差取 。
精铣:由参考文献[7]《机械加工工艺手册》表2.3-59,其余量值规定为 。
铸造毛坯的基本尺寸为 ,又根据参考文献[7]《机械加工工艺手册》表2.3-11,铸件尺寸公差等级选用CT7,再查表2.3-9可得铸件尺寸公差为
毛坯的名义尺寸为:
毛坯最小尺寸为:
毛坯最大尺寸为:
粗铣后最大尺寸为:
粗铣后最小尺寸为:
精铣后尺寸与零件图尺寸相同,即与侧面三孔( , , )的中心线的尺寸为 。
⑵.正视图上的三孔的偏差及加工余量计算
参照参考文献[7]《机械加工工艺手册》表2.3-59和参考文献[15]《互换性与技术测量》表1-8,可以查得:
孔 :
粗镗的精度等级: ,表面粗糙度 ,尺寸偏差是
半精镗的精度等级: ,表面粗糙度 ,尺寸偏差是
精镗的精度等级: ,表面粗糙度 ,尺寸偏差是
孔
粗镗的精度等级: ,表面粗糙度 ,尺寸偏差是
半精镗的精度等级: ,表面粗糙度 ,尺寸偏差是
精镗的精度等级: ,表面粗糙度 ,尺寸偏差是
孔
粗镗的精度等级: ,表面粗糙度 ,尺寸偏差是
半精镗的精度等级: ,表面粗糙度 ,尺寸偏差是
精镗的精度等级: ,表面粗糙度 ,尺寸偏差是
根据工序要求,侧面三孔的加工分为粗镗、半精镗、精镗三个工序完成,各工序余量如下:
粗镗: 孔,参照[7]《机械加工工艺手册》表2.3-48,其余量值为 ;
孔,参照[7]《机械加工工艺手册》表2.3-48,其余量值为 ; 孔,参照[7]《机械加工工艺手册》表2.3-48,其余量值为 。
半精镗: 孔,参照[7]《机械加工工艺手册》表2.3-48,其余量值为 ;
孔,参照[7]《机械加工工艺手册》表2.3-48,其余量值为 ; 孔,参照[7]《机械加工工艺手册》表2.3-48,其余量值为 。
精镗: 孔,参照[7]《机械加工工艺手册》表2.3-48,其余量值为 ;
孔,参照[7]《机械加工工艺手册》表2.3-48,其余量值为 ;
孔,参照[7]《机械加工工艺手册》表2.3-48,其余量值为 。
铸件毛坯的基本尺寸分别为:
孔毛坯基本尺寸为 : ;
孔毛坯基本尺寸为 : ;
孔毛坯基本尺寸为 : 。
根据参考文献[7]《机械加工工艺手册》表2.3-11,铸件尺寸公差等级选用CT7,再查表2.3-9可得铸件尺寸公差分别为:
孔毛坯名义尺寸为 : ;
毛坯最大尺寸为 : ;
毛坯最小尺寸为 : ;
粗镗工序尺寸为 :
半精镗工序尺寸为 :
精镗后尺寸是 ,已达到零件图尺寸要求
孔毛坯名义尺寸为 : ;
毛坯最大尺寸为 : ;
毛坯最小尺寸为 : ;
粗镗工序尺寸为 : ;
半精镗工序尺寸为 :
精镗后尺寸与零件图尺寸相同,即 :
孔毛坯名义尺寸为 : ;
毛坯最大尺寸为 : ;
毛坯最小尺寸为 : ;
粗镗工序尺寸为 :
半精镗工序尺寸为 :
精镗后尺寸与零件图尺寸相同,即
⑶.顶面两组孔 和 ,以及另外一组 的锥孔和
毛坯为实心,不冲孔。两孔精度要求为 ,表面粗糙度要求为 。参照参考文献[7]《机械加工工艺手册》表2.3-47,表2.3-48。确定工序尺寸及加工余量为:
第一组: 和
加工该组孔的工艺是:钻——扩——锪
钻孔:
扩孔: (Z为单边余量)
锪孔: (Z为单边余量)
第二组: 的锥孔和
加工该组孔的工艺是:钻——锪——铰
钻孔:
锪孔: (Z为单边余量)

微信

QQ1:3097331788 QQ2:2601997959 QQ3:2993773635



