





















多用工作灯后盖注塑模的设计
摘 要
塑料是以树脂为主要成分的高分子有机化合物,树脂可分为天然树脂和合成树脂两大类,塑料大多采用合成树脂.塑料制件之所以能得到广泛应用,是由于它们本身具有的一系列特殊优点决定的.塑料工业是新兴的工业,是随着石油工业的发展应运而生的,目前塑料制件几乎已经进入一切工业部门以及人民日常生活的各个领域.塑料工业又是一个飞速发展的工业领域.我国的香港与深圳等地区,其模具工业主要是从事塑料模具的制造与塑料制件的生产.在江苏省、浙江省、上海市及其以南地区,尤其在浙江省从事塑料模具的制造与塑料制件的开发的个体企业也日益增多。本设计说明书对塑料模具设计的各种成型方法,成型材料的设计,成型,成型零件的加工工艺(主要有线切割,电火花加工,数控车床,加工中心),主要设计参数的计算,产品缺陷及其解决方法,模具总体结构设计及零部件的设计较详细的做了介绍。综上所述,塑料成型工业在基础工业中的地位和对国民经济的影响显得日益重要。
关键词:模具结构、浇注系统、加工工艺。
第一章 拟定模具结构形式
1.1确定型腔数量及排列形式
型腔的数量是由长方给定的,为“一出二”即一模两型腔,他们已考虑了本产品的生产批量(大批量生产)和自己的注射机型号。因此我们设计的模具为多型腔的模具。
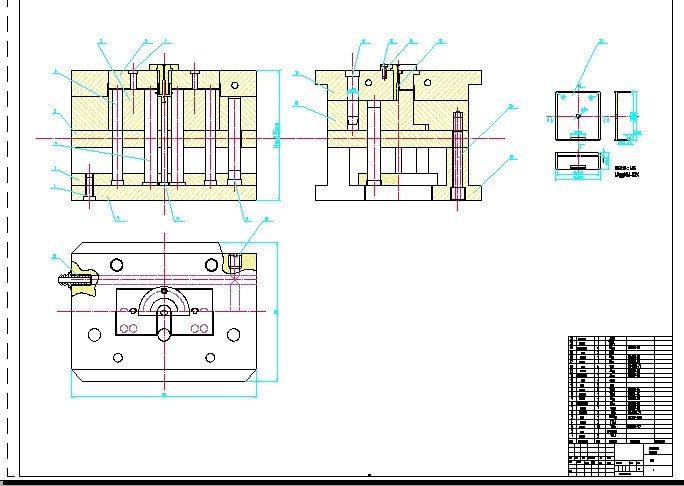
考虑到模具成型零件和抽芯结构以及出模方式的设计,模具的型腔排列方式如下图1.1所示:
1.2 模具结构形式的确定
由于塑料外观质量可靠要求高,尺寸精度要求一般,且装配精度要求高,因此我们设计的模具采用多型腔单分型面。
第二章 注射机型号的确定
一般工厂的塑胶部都拥有从小到大各种型号的注射机。中等型号的占大部分,小型号和大型号的占一小部分。所以我们不必过多的考虑注射机型号。具体的模具厂方提供的注射机型号和规格等参数如下:
注射量:125g
锁模力:500T
模板大小:330X440㎜
拉杆内间距:280X250㎜
开模距离:220㎜
模具定位孔距离:55㎜
喷嘴球半径:SR20㎜
螺杆转速(r/min):20~30
注射压力/MPa::80~130
根据塑件(ABS)面积尺寸计算锁模力、注射量如下:
– 熔融塑料在分型面上的张开力,N
-注射机的额定锁模力,N
A - 单个塑件在模具分型面上的投影面积。
- 浇注系统在模具分型面上的投影面积。
p-塑料熔体对型腔的成型压力,MPa,其大小一般是注射机的80%,
ABS密度ρ=1.02g/
A=2×28×2+2×76=264
=28×72-3.14× =2016-33=1983
=P(nA+ )<
=(64-104)(2×264+1983)
=160.704-261.144KN<450KN
V=80×72×28-76×68×28+(76-6.5) ×68×2+20×3+2×2×2
=161280-144704+10268+68
=26912
经过验算,此注射机适用。
第三章 分型面位置的确定
如何确定分型面,需要考虑的因数比较复杂。由于分型面要受到塑件在模具中的成型位置,浇注系统设计、塑件的结构工艺性及精度。塑件位置形状以及推出方式、模具的制造、排气、操作工艺等多种因素的影响,因此在选择分型面时应综合分析比较,从几种方案中优先选出较为合理的方案。
选择分型面时一般应遵循以下几个原则:
1)分型面应选在塑件外形最大轮廓处
2)便于塑件顺利脱模,尽量使塑件开模时留在动模一边。
3)保证塑件的精度要求。
4)满足塑件的外观质量要求
5)便于模具加工制造。
6)对成型面积的影响。
7)对排气效果的影响。
8)对侧向抽芯的影响。
其中最重要的是第五和第八点。为了便于模具加工制造,应尽量选择平直分型面加工易于加工的分型面。把分型面放在A-A处有利于塑件的脱模。大大简化了动模镶块、动模型心的加工,由于塑件收缩会包在动模型芯上和移模架的运动冲击,制品便可自动脱落或手动取出。
目 录
第一章.拟定模具结构形式 ------------------------- 4
1.1确定型腔数量及排列方 ----------------------------- 4
第二章.注射机型号的确定 ------------------------- 4
第三章.分型面位置的确定 ------------------------- 5
第四章.浇注系统形式和浇口的设计 ----------------- 6
4.1确定浇注系统的基本要点 --------------------------- 6
4.2主浇道的设计 ----------------------------------- 7
4.2.1主流道的尺寸 ---------------------------------- 7
4.2.2主流道衬套的形式 ------------------------------ 7
4.2.3主流道衬套的固定 ------------------------------ 8
4.3分流口的设计 ----------------------------------- 8
4.4浇口的设计 ------------------------------------ 10
4.4.1浇口的选用 ---------------------------------- 10
4.5浇口系统的平衡 -------------------------------- 11
4.6排气槽的设计 ---------------------------------- 11
4.7冷料穴的设计 ---------------------------------- 11
第五章.成型零件的设计与加工工艺 ---------------- 12
5.1成型零件的结构设计 ------------------------------ 12
第六章.冷却水道的设计 -------------------------- 13
第七章.成型零件的加工工艺 --------------------- 13
7.1成型特性 -------------------------------------- 13
7.2型腔的加工工艺 ---------------------------------- 14
7.3型腔和型心加工前的准备 ---------------------------- 14
第八章.结构零部件的设计 -------------------------- 14
第九章.脱模推出机构的设计 ------------------------ 14
第十章.模具的试模与修模 -------------------------- 15
第十一章.模具的动作过程 -------------------------- 15
结论 ------------------------------------------- 19
致谢 ------------------------------------------- 20
参考文献 -------------------------------------- 16
附录一 主型心的编程(加工中心)程序 -------------------- 17
附表一 机械加工工艺规程 ------------------------------ 18
参考文献
(1) 屈华昌《塑料成型工艺与模具设计》 机械工业出版社 1995
(2) 蒋继宏 王效岳《注塑模具典型结构100例》 中国轻工业出版社 2000
(3) 李德群 唐志玉《中国模具设计大典》 江西科学技术出版社 2003
(4) 许发樾《实用模具设计与制造手册》 机械工业出版社 2000
(5) 吴宗泽《机械零件设计手册》 机械工业出版社 2003
(6) 黄毅宏《模具制造工艺》 机械工业出版社 1996
(7) 邹继强《塑料制品及其成型模具设计》 清华大学 2005




