





















高速砂带加工系统的设计
摘要:砂带磨削属于涂附磨具(俗称砂纸,砂布)磨削的一种形式,早在1760年,世界上就出现了第一张砂纸,但当时仅局限于手工操作。直到1900至1910年才进入机械使用砂纸和砂布的时代,并首次以环状带形方式应用于木材行业,这种采用环状带形砂布的机械磨削方式即为砂带磨削的雏形。1930年后,砂带磨削逐步向金属加工方面发展,第二次世界大战中,美国率先在兵器制造中使用砂带磨削,取得明显效果。1950年初,静电植砂方法的出现把砂带磨削推向了一个新的阶段,砂带磨削应用逐渐普遍。后来欧洲和日本也相继开展了砂带磨削技术的研究和应用,砂带磨削技术随之逐渐发展成为一个门类齐全、技术体系较为完整的独立的加工技术领域。砂带机可用来清除铁轨的磨损,控制铁轨表面接触疲劳的发展。因此钢轨打磨能有效延长钢轨寿命,效果显著。本设计就钢轨打磨车的前进后退的传动;砂带机的传动;砂带机的预紧。做出了设计。
关键词:钢轨砂带机;传动设计;
Design of High Speed Belt Processing System
ABSTRACT: Abrasive belt grinding is a form of coated abrasive tools (commonly known as sandpaper, abrasive cloth) grinding. As early as 1760, the first sandpaper appeared in the world, but at that time it was limited to manual operation. It was not until 1900 to 1910 that the age of mechanical use of sandpaper and abrasive cloth came into being, and it was first applied to the wood industry in the form of circular ribbon, which is the embryonic form of abrasive belt grinding. After 1930, abrasive belt grinding gradually developed to metal processing. In World War II, the United States took the lead in using abrasive belt grinding in weapon manufacturing, and achieved remarkable results. At the beginning of 1950, the emergence of electrostatic sand planting method pushed abrasive belt grinding to a new stage, and the application of abrasive belt grinding was gradually widespread. Later, Europe and Japan have carried out the research and application of abrasive belt grinding technology, and abrasive belt grinding technology has gradually developed into an independent processing technology field with complete categories and complete technical system. Belt conveyor can be used to remove rail wear and control the development of rail surface contact fatigue. Therefore, rail grinding can effectively prolong rail life, and the effect is remarkable. This design is about the forward and backward transmission of rail grinder; the transmission of belt conveyor; the pre-tightening of belt conveyor. The design was made.
Key words: rail belt conveyor; transmission design;
目录
第1章 绪论 4
1.1 课题的来源 4
1.2科学依据 5
1.2.1 国内外情况 5
1.2.2 发展趋势 6
1.3 研究内容 12
第2章 总体方案的确定 13
2.1 研究方法和技术路线 13
2.2 方案的确定 13
2.2.1 车辆行驶传动系统的确定 13
2.2.2 柴油机与液压泵的传动的确定 14
2.2.3 液压马达与车驱动轴的传动的确定 14
2.2.4 液压马达与砂带机驱动轴的传动的确定 14
2.2.5 砂带机的确定 14
第3章 砂带机的设计 15
3.1 分析要磨削的钢轨 15
3.2 选择砂带磨料 16
3.3 设计带轮 16
3.4 接触轮设计 17
3.5 砂带张紧力的计算 18
第4章 液压传动设计 19
4.1 液压系统的工况分析 19
4.2 液压系统的方案设计 20
4.3 液压马达的设计计算与选用 21
4.3.1 驱动车轴的液压马达的选择 21
4.3.2 驱动砂带机的液压马达的选择 23
4.4 液压泵的计算与选用 24
4.5 油箱的设计计算与选择 25
4.6 过滤器的选择 25
4.7 液压系统其他辅助元件的选择 25
4.8 管件的计算与选用 26
4.9 液压油的选择 27
4.10 验算液压系统技术性能 27
4.11 系统发热与温升估算 29
4.12 内燃机的选择 30
第5章 带传动与链传动设计 31
5.1 带传动的设计计算 31
5.2 链传动的设计计算 34
5.2.1 液压马达与砂带机的链传动的设计计算 34
5.2.2 液压马达与车轴的链传动的设计计算 38
第6章 轴的设计 41
6.1 砂带机主动轴的设计计算 41
6.2 车轴主动轴的设计计算 46
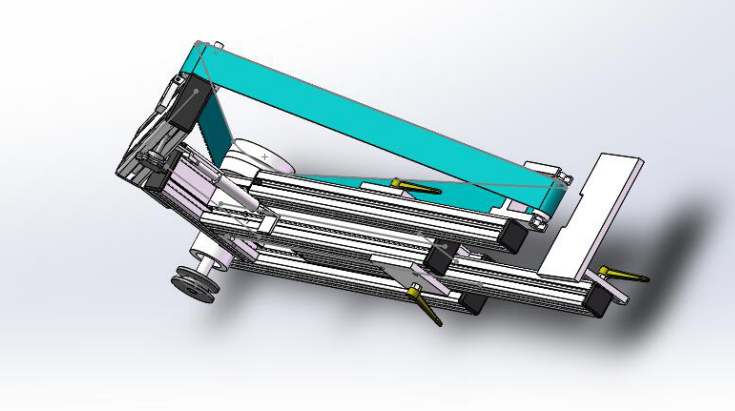
第7章 三维实体造型 54
4.1 概述 54
第8章 机械辅件的选择 57
8.1 制动器的选择 57
8.2 车底板 57
8.3 轴承座 57
84 车轮 57
第1章 绪论
1.1 课题的来源
铁轨是铁路的重要组成部件。它是用来引导火车的车轮前进,承受车轮的压力,并传递到枕木上。铁轨必须为车轮提供平稳的行车环境。在铁路上,铁轨还可兼做电路。铁轨是铁路的基本负载结构,用来确定火车行驶轨迹,然后将他所承受的负荷分散到枕木、石床及地面。铁轨要有足够的承载能力、抗弯强度、断裂韧性、稳定性及耐腐性能。
由于我国铁路负载大客货车众多,导致钢轨表面磨损。砂带机可用来清除铁轨的磨损,控制铁轨表面接触疲劳的发展。因此钢轨打磨能有效延长钢轨寿命,效果显著。
1.2科学依据
1.2.1 国内外情况
国内情况:2009年11月16日,国产首列钢轨打磨列车GMC96型在中国北车二七装备公司竣工下线。
GMC96型钢轨打磨列车是当前世界上打磨头最多、精度最高、环保效果最好、自动运行速度最快的钢轨打磨列车。GMC96型列车由一辆动力车和六辆打磨车组成,可实现96个打磨头同时工作,通过列车的控制系统,可针对不同的钢轨缺陷采取多种方式对铁路的钢轨损耗实施快速打磨。
GMC96型钢轨打磨列车带有自动监测装置可以以最快的速度确定铁轨需要打磨的方式。它的打磨精度高,在300毫米、1000毫米范围内,最大值小于0.02毫米和0.2毫米。这种列车装有集尘装置,可收集打磨时的粉尘,防止铁轨火花四溅,减少对环境的污染。另外,这种钢轨打磨列车的运行速度为100公里,可快速到达现场。
国外情况:在国外,铁路打磨已有多年的历史,已达到较好的阶段。
1.2.2 发展趋势
在当前铁路无缝线路的发展趋势下,对钢轨接头焊接打磨的精度、平整度、均匀度都有着高质量高标准要求。减轻施工人员打磨的劳动强度,提高工作效率,节约成本,减少人力、物力、财力的浪费,铁轨的打磨机正向小型的多功能的方向发展。一、砂带磨削技术
随着砂带制造水平,特别是磨料涂敷能力的提高,砂带磨削技术已经进入了全新的领域。近年来又发展研制了高磨料锆刚玉,因之出现了高效砂带磨削,显著地提高了砂带切削效率和砂带使用寿命,其材料切除率已经大于 100㎜3/mms。并且每毫米宽砂带加工各种钢材,切除工件材料体积已经大大超过200 mm3/mm,加工效率甚至超过了常规的车、铣、刨 加工,因此,砂带磨削技术的发展,方兴未艾。在美国、日本、西欧 等工业发达国家都非常重视砂带磨削技术的开发与应用,因此,砂带磨削机床与砂带生产与日俱增。到1977年美国砂 带 磨 床的总数已突破 4000台,包括砂带抛光机在内已达 5800 0台 上。目前,日本、美国砂带与砂轮的产量已接近 1:1。
我国砂带磨削是五十年代末期开始应用,由航空工业部门引进 国外仿型窄砂带磨床加工发动机叶片开始的。
近几年来,随着我国工业发展和国外新技术引进以及砂带磨削技术和砂带制造技术的不断发展,砂带磨削技术发展也加快了速度。如北京市胶合板厂、上海印刷机械厂、沈阳市大理石厂以及沈阳市陶瓷分厂等单位对非金属材料进行砂带磨削试验都取得了较好的效果,我国机械行业也有了设计研究砂带磨床的专业队伍。沈阳市机电设计院于1982年设计的带锯连续抛光机和橡胶板砂带平面磨床已分别在上海与沈阳成功地用于生产。沈阳磨床厂砂带磨床研究所研制的叶片砂带磨床和300x100m m 砂带平面磨床、无锡机床厂生产的无心外圆砂带磨床、北京第二机床厂生产的凸轮轴和凸轮表面砂带抛光机以及天津、沈阳、郑州等地生产的各种砂带都为我国机械行业砂带磨削技术发展作出了有益的贡献。但是,我国砂带磨削技术,包括砂带磨床设计与、造砂带制造技术,与工业发达国家如美国、日本、西欧相比较,差距很大。在机械行业中,砂带专用机床还一比较少见;常见的是装在各种机床上的砂带磨头,从技术程度上来说,还是比较低档的。砂带磨削技术近加3年内在国 内外取得长足进步与这项技术的固有 特点有密切关系。
1 .极高的磨削效率据国外报导,每毫米宽砂带每秒钟可切除钢材体积大子10 m气每毫米宽砂带可切除钢体积 已显著超2 000m m3/mm。美国埃克姆公司使用平面 砂 带 磨削1200 mm 宽不锈钢板,每分钟送进 100 mm,切深可达3.l mm;另外,由于砂带磨削机械效率可达 95%左右 (车削加工机械效率约为65%左右),且准备时何少(换砂带只要一分钟左右,且不需平衡),因而,其生产效率是其他磨削方法无法比拟的。
2 .有较高的表面加工质量由于这 种工艺方法高切除材料,已经导致相对的“冷’ ,磨削;这种方法有较为敞开的工作条件,砂带高速运动,加快环境空气对流,能使大部分磨削热瞬时扩散;且这种方法本身产生热量较少,即使干磨,也极少产生零件烧伤。据国内多家使用砂带磨削的报告,砂带磨削可容易地达到Ro3.2~Rol.6um,最高达到 Ra1.6~ Ra0.2um。一般形状误差亦可达到设计要求。
3 .通用范围广通用范围广是这种方法最为突出的特点。一个砂带磨头装在某种机床上就可发挥某种机床的磨床作用,例如,装在一台具有较高精度的大型龙门刨床上,即差不多相当于 同规格的龙门导轨磨床;装在一台立车_,即差不多相当子同规格的立轴圆台平面磨床。这对于小批量多品种大型零件的加工所产生的经济效益是难以估量的。
4 .加工很多其他加工方法无法加工 的零件可磨削复杂型面、超大型平面、大而薄壁的套筒、重型轴类、轧辊、钢带、盘圆钢材,各种具有不规则外形的五金工具等;另外,还可磨削其它方法很难加工的材料,如金属材料电工纯铁、不锈钢、耐热钢 以及硬度 HR 0 7O 以上的淬硬钢,非金属材料皮革、木板、毡类、橡胶、陶瓷、玻璃以至红兰宝 石等
这种方法的缺点就是干磨粉尘大,用成型接触轮磨削噪声大等。
参考文献
[1] 王望予. 汽车设计(第3版). 机械工业出版社,2003
[2] 张岚,弓海霞,刘宇辉,新编实用液压技术手册. 人民邮电出版社,2008
[3] 王积伟,章宏甲,黄谊. 液压与气压传动(第2版). 机械工业出版社,2007
[4] 吴宗泽,罗圣国. 机械设计课程设计手册. 高等教育出版社,1999
[5] 常德功,樊智敏,孟兆明. 带传动和链传动设计手册. 化学工业出版社,2009.10
[6] 张利平. 液压气动系统设计手册. 机械工业出版社,1997.6
[7] 濮良贵,纪名刚. 机械设计(第八版). 高等教育出版社,2006.5
[8] 黄云,朱派龙. 砂带磨削原理及其应用. 重庆大学出版社,1993
[9] 冯辛安. 机械制造装备设计. 机械工业出版社,2005.12
[10] 何铭新,钱可强. 机械制图(第五版). 高等教育出版社,2004.1
[11] 孙恒,陈作模,葛文杰. 机械原理(第七版). 高等教育出版社,2006.5
[12] 贺振中. 国外钢轨打磨技术的应用与思考.中国铁路,2000.9
[13] 胡建红,陈小群. YM150型四冲程动力钢轨打磨机及其应用. 上海铁道科技,2006.3
[14] 窦可乐,罗桦,宋倩. GZM型钢轨辙叉打磨机的设计与应用. 铁道工务,2005.4
[15] S.M. Yuan, L.T. Yan, W.D. Liu, Q. Liu. Effects of cooling air temperature on cryogenic machining of Ti–6Al–4V. Journal of Materials Processing Technology,211(2011)356-362



