





















弯管传感器生产线半自动环焊缝焊台的设计
摘要
管道加工业和自动化工业的发展越来越紧密。在当今的自动化和数控时代,如果速度不够,就意味着必须消除。因此,液压弯管机的发展已经达到了一个稳定的水平。在其鼎盛时期,我们着眼于管道加工行业自动化市场的未来。未来弯管机的核心软件将是数控时代。随着科学技术的进步和发展,逐步退出数控控制系统。本文主要设计主要完成弯管传感器生产线半自动环焊缝焊台的结构设计及其电气控制系统设计。本文介绍的结构设计主要是环焊机的台架的尺寸、传动机构和排管焊接工装夹具等参数设置以及用途,介绍的电气控制系统包括PLC控制,工作原理和软硬件设计,以保证所有控制及运动部件具有精度高、可靠性好、响应速度快、自动化程度高,操作简单、维修方便等特点。可编程控制器是该专机控制系统的核心,能够对焊接专机的各种外围设备能够实现精确地控制,这些设备包括:焊接电源,气缸,直流电机和电磁阀。焊枪机械手能够沿太阳轮平稳、可靠的转动,进行管道外圆全位置焊接,其操作简便、成本低,适合我国现场施工作业及工人的技术水平,既能提高了劳动效率,又保证了焊接质量。
关键词:弯管,环缝焊接,焊缝焊台
Abstract
Pipeline processing industry and automation industry are developing more and more closely. In today's era of automation and numerical control, if the speed is not enough, it means that it must be eliminated. Therefore, the development of hydraulic pipe bender has reached a stable level. In its heyday, we focus on the future of automation market in pipeline processing industry. In the future, the core software of pipe bending machine will be the numerical control era. With the progress and development of science and technology, gradually withdraw from the CNC control system. This paper mainly designs and completes the structure design and electrical control system design of semi-automatic girth welding platform of elbow sensor production line. The structure design introduced in this paper is mainly the parameter setting and use of the bench size, transmission mechanism and pipe welding fixture of the ring welding machine. The electric control system introduced in this paper includes PLC control, working principle and software and hardware design, so as to ensure that all control and moving parts have high precision, good reliability, fast response speed, high degree of automation, simple operation and convenient maintenance And so on. PLC is the core of the control system of the special machine, which can accurately control all kinds of peripheral equipment of the special machine, including welding power supply, cylinder, DC motor and solenoid valve.
Key words: elbow, girth welding, welding seam, welding platform
1绪论
当然,目前开发的数控型微机控制面板已经在折弯机上得到了广泛的应用,而且性能稳定。因此,我们也更换和升级了管道设备,如切管机、金属圆锯机和缩管机。虽然这一次并没有突破数控革命的时代,但对按钮式无显示控制方法的改进也是一种改进。智能化制造设备产业主要包括弯管生产线、全自动装卸数控弯管机、自动装卸缩管机、自动装卸切管机等管道加工生产线设备,以及智能化发展。管道加工机械设备。随着我公司数控弯管机、液压自动弯管机、自动切管机、自动管端成型机的市场成熟。为了提高数控弯管机设备的自动化水平,采用伺服驱动自动上下料生产线,实现了小铜管、多弯曲R半径管、弯管机自动上下料、自动弯管机、弯管机自动化下料、弯管机无人化车间、缩管机自动上下料、切管机自动上下料、墩筋机自动上下料、推弯机自动上料、冲孔机自动上料、冲弧机自动上料、滚圆机自动上料、倒角机自动上料、去毛刺机自动上料。随着自动上下料设备日益增多,企业劳动力得到进一步解放,自动化和智能化将伴随在企业各种生产制造和数据控制整个过程。
1.1 选题背景
现代工业的飞速发展,不断对焊接技术提出更新更高层次的要求,而现代工业和科学技术取得的新成就又为焊接方式和焊接设备的发展提供了雄厚的技术基础。焊接设备和焊接工艺就是在科学技术和现代工业的推动下迅速发展起来的。而管道运输是油气运输中最主要的也是最经济、快捷、可靠的运输方式,也可用于输送水、天然气、原油、成品油等,具有输送量大、距离远、安全性高、成本低等优点,在各国油气运输业中发展迅速。据有关统计,国外一些发达国家油气运输业中管道运输方式的输油量约占油气运输总量的2/3之多,油气的管道运输对从原油、天然气的生产、精炼、储存及到用户的全过程起到了重要作用。
目前管道施工已逐渐从手工焊接方式向全自动焊接方向发展。管道建设地区跨度大沿线施工环境恶劣,加之管道输送逐步向大口径、高压方向发展,这对管道环焊缝的焊接要求提出了更高的标准,管道环焊缝的焊接质量成为制约整个工程质量和建设周期的关键因素。野外焊接环境非常恶劣,焊工劳动强度大,技术难度高;因此,工程上迫切需要实现管道的自动化焊接要求,以提高生产率、降低劳动强度、保证焊接质量和施工成本。而且自动化焊接还能大幅度降低操作技术难度,解决焊工技术培养困难,人员流失严重等问题。
本设计的目的是针对管道建设野外作业的管道外圆自动焊接机进行结构设计以达到重量轻、体积小、加工成本低、运动精度高、操作简便快捷并且满足各项性能指标的要求。
1.2 研究目的和意义
本设计主要解决弯管自动生产线末端工序中的焊接问题,由于密封性和焊接的均匀性要求比较高,一般的焊接或手工焊接不能满足弯管的制造要求。对于弯管,有三处环形缝,弯管与歧管交界处,歧管、净化器与波纹管焊接处,后弯管传感器末端处[2],本次课题要解决后两处环缝的焊接,故设计弯管传感器生产线半自动环焊缝焊台。它是焊接作业过程中使用的专门设备,包括焊接变位设备,焊接操作设备等,它为焊接工艺的机械化和自动化发展提供了必要的装备,可实现结构件焊接质量及效率的全面提高。本设计主要完成弯管传感器生产线半自动环焊缝焊台的结构设计及其电气控制系统设计。结构设计主要是环焊机的台架、传动机构和焊接工装夹具等的设计。该控制成系统运用PLC,以保证所有控制及运动部件具有精度高、可靠性好、响应速度快、自动化程度高,操作简单、维修方便等特点。因此极大的提高了原有生产的焊接效率,节省了制作时间,可实现大批量生产,减少工位,提高了安全系数,同时为企业创造更多价值。
1.3 研究内容
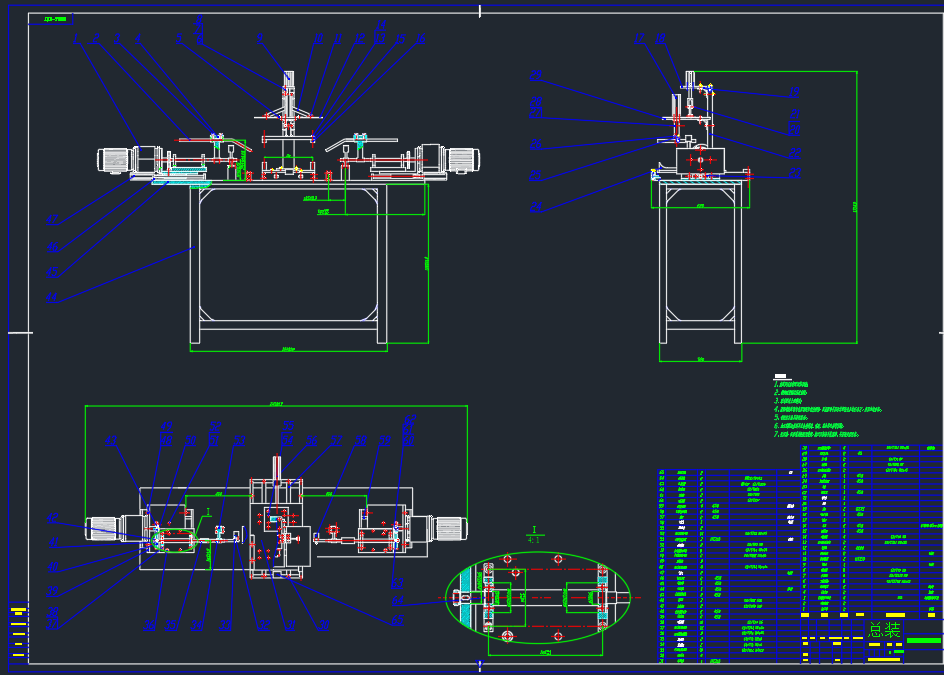
弯管传感器生产线半自动环焊缝焊台包括台架、焊接工装夹具、焊枪移动支架、气动下枪机构、夹具体、电气控制系统等部分。主机位卧式结构,即旋转轴水平,由直流减速电机驱动。电气控制系统采用台达公司的PLC作为中心控制单元,配合文本对话框、外围接口电路实现对专机各部分的程序动作的控制;焊接系统推荐选用WSE5系列交直流多用氩弧直流焊焊机。
本课题研究的具体内容有:
1.3.1专机支架的结构设计
本专机机架结构要求要满足强度要求以及刚度要求,保证专机在工作时的稳定性。专机机架的设计要求哥哥零件能容易合理的安放其上,并且机架的大小要适当,太小则零件安装不合适,太大又浪费材料、占据空间。
1.3.2专机的焊机工装夹具
①、焊接夹具采用气动夹紧的方式,定位采用外圆定位,由人工装卸工件,操作完毕,之后自动夹紧、松开工件进入下一道工序。
②、采用标准接口,电、气均采用快换接头,满足柔性化生产的要求。
③、由于焊接时有大量的热输入,若夹具设计不合理,会导致弯管产生很大的焊接变形,影像尺寸精度。
④为了更好的拆卸工件,将夹具体安装在滑动导轨上,通过气缸带动,工件安装完成后,夹紧工件,进入下一道工序。
1.3.3焊枪移动支架
根据焊接的工艺要求,焊接支架保证在焊接过程中使焊枪对轴没有相对的滑动,实现精准的焊接动作,并在焊接完成时给工人足够的操作空间。
1.3.4 电动机以及减速机构的设计
整个过程中涉及到焊枪的缓慢转动,这需要用到电动机以及减速机构的设计,使工件以及焊枪能按照焊接工艺的要求的焊接速度进行移动。
1.3.5 PLC梯形图设计
为了提高工作效率,改专机采用气动硬件,整个元件的工作都在PLC的控制下工作。在控制过程中,PLC根据外围所给信号按设定的时间控制电磁阀、焊枪的转动、焊接工件夹具的开合以及焊接工件的移动。PLC硬件控制部分由PLC输入信号和输出信号组成。输入信号由各种按钮、行程开关、霍尔接近开关等组成;输出信号由电磁阀、辅助继电器以及各种状态指示灯组成。系统程序设计是根据逻辑流程图要求设计的。
1.4 弯管传感器简介
1.4.1弯管传感器的基本原理和构造
排气弯管传感器是汽车上一个重要的功能部件,它是发动机系统的一个重要组成部分。它的质量好坏直接影响到发动机的动力性能以及整车噪声和废气排放指标。同时,排气弯管传感器也是外观件,是汽车制造水平的直观反映[3]。
一般来说,弯管弯管传感器的基本构造如图1.1所示。筒体两端焊有前、后盖,简体中间焊有隔扳,导管固定在隔板上,弯管与前盖焊接而成,整个弯管传感器表面镀铬或喷涂黑色耐热漆。
目录
1绪论 5
1.1 选题背景 5
1.2 研究目的和意义 6
1.3 研究内容 6
1.3.1专机支架的结构设计 7
1.3.2专机的焊机工装夹具 7
1.3.3焊枪移动支架 7
1.3.4 电动机以及减速机构的设计 7
1.3.5 PLC梯形图设计 7
1.4 弯管传感器简介 8
1.4.1弯管传感器的基本原理和构造 8
1.4.2弯管传感器性能的评价指标 8
1.4.2.1插入损失 8
1.4.2.2气流流动阻力损失 8
1.4.2.3噪声 8
1.4.3弯管传感器性能的外观质量要求 8
1.4.3.1镀铬处理 8
1.4.3.2喷漆处理 9
1.4.4弯管传感器的气密性要求 9
1.5 焊缝位置及要求 10
1.5.1 焊接部位说明 10
2 方案的确定 11
2.1采用开合齿轮旋转夹紧机构的焊接专机的环缝焊机 11
2.1.1工作原理 11
2.3 方案的确定 15
3 弯管传感器焊接工艺以及生产线工艺流程的制定 17
3.1弯管传感器焊接的工艺流程分析 17
3.1.1 弯管传感器的结构特点 17
3.1.2 弯管传感器焊接工艺用考虑的问题 17
3.3 焊接方法 20
3.3.1 氩弧焊 20
3.3.2 气体保护焊 23
3.3.3 点焊 23
3.3.4气焊 23
4 弯管传感器生产线半自动环焊缝焊台的机械设计 24
4.1 焊枪固定机构的设计 24
4.2 滑动机构的机械设计 25
4.3 电动机与减速机的确定 26
4.3.1 电动机与减速机的选取 26
4.3.2电动机与减速机的定位 28
4.3.3输出轴的确定 28
5 半自动环焊缝焊台的电器控制系统的设计 30
5.1 环缝焊接专机的气缸动作的设计思路与方案 30
5.1.1 动作控制分析 30
5.1.2 该专机机械动作的两种方式 32
5.2 PLC控制系统的设计 32
5.2.1 系统硬件设计 32
5.2.2 分配输入/输出点的元件号并画出PLC的I/O的接线图 34
5.2.3 PLC的软件设计 37
5.2.4 PLC的梯形图设计 38
5.2.5 梯形图公用程序部分的设计 40
5.2.6梯形图手动程序部分的设计 42
5.3.7梯形图自动程序部分的设计 43
结束语 47
参考文献 48
参考文献
[1]黄金河,刘国山,许嘉平.中国汽车焊接技术的回顾与展望[M].汽车工艺与材料.2004(5).
[2]刘月,汽车后桥用焊机专机的研制[D].硕士学位论文, 沈阳工业大学, 2007.
[3]孟繁德. 经济全球化中的中国轿车制造业[M].北京:机械工业出版社, 2000.
[4]赵松林. 汽车噪声的降低与隔离[M]. 上海. 同济大学出版社. 1997.
[5]]卢抗美,王小宝.国外汽车工业焊接技术与设备的现状及当代的发展趋势[J].电焊机.1995(2).51~56
[6]徐自立,陈慧敏,吴修德. 工程材料[M].华中科技大学出版社,2011.
[7]Nakamura T.Current Status of Robotic Welding in Japan.Conference ProceedingsAutomation and Robotisation in Welding and Allied Processes Sept. 1985:13—15.
[8]王为,汪建晓.机械设计[M]. 武汉:华中科技大学出版社,2011.
[9]周金枝,姜久红. 材料力学[M]. 武汉:武汉理工大学出版社,2001.
[10]濮良贵,纪名刚. 机械设计手册[M]. 北京:高等教育出版社, 2001
[11]刘敏主. 可编程控制器技术[M]. 北京:机械工业出版社,2001
[12]宋德玉. 可编程控制器原理及应用系统设计技术[M]. 北京:冶金工业出版社, 2002.
[13]廖长初. 可编程序控制器的编程方法与工程应用[M].重庆大学出版社,2001.
[14]]Submerged-arc welding of large-diameter piper with digital arc controlWelding and
Cutting, 2001,8(6):15—23.
[15]张永波,石宝传.汽车传动轴专用焊接设备的研制[J]. 电焊机,2011(5): 36~39.
[16] MARIA G A, TANG C, KIM J. Hybrid transient stability analysis[J]. IEEE Transaction on Power Systems, 1990, 5(2): 384-391.



