





















基于DEFORM-3D航空结构件再结晶金相组织工艺与质量设计
摘 要:钛合金航空结构件在一定温度下的等温锻造会发生动态再结晶。动态再结晶可以使晶粒细化,达到提高韧性和强度的目的。本文以 TC4(Ti-6Al-4V) 钛合金航空加强框结构件为研究对象,利用 UG 建立航空框架结构零件的锻造模型,并将锻造模型导入 DEFORM-3D 软件进行锻造成形模拟,观察和分析不同参数条件下各锻造过程中工件微观组织发生的动态再结晶过程,对工艺的相关参数进行优化。分析结果如下:
(1)厚度为 20mm 坯料有利于航空加强框结构件锻件的筋条成形。
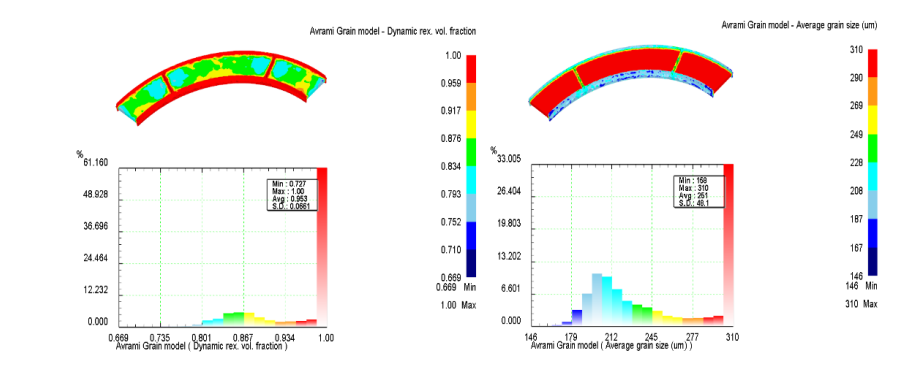
(2)对比了 1000℃、1050℃、1100℃温度下等温锻造发生的动态再结晶体积分数和平均晶粒尺寸统计数据,发现 1000℃~1100℃的温度会在应变接近 0.8
时,动态再结晶的发生达到饱和。应变为 0.9 时,1000℃、1050℃、1100℃平均晶粒尺寸分别为 270μm、246μm、226μm ,认为相同应变下,等温锻造温度越高,所得晶粒的平均尺寸越大。
(3)研究了以 0.05mm/s 和 0.1mm/s 两个锻造速度进行等温锻造,得到了两个锻压速度下成形的锻件晶粒尺寸,结果为:0.1mm/s 的锻压速度进行锻压时成形的锻件晶粒细化效果更优,其平均晶粒尺寸可以达到 187μm,而 0.05mm/s 平均晶粒尺寸只能达到 226μm。
为实现通过细化晶粒而提高航空加强框结构件力学性能,初步拟定工艺 为:锻造温度为 1000℃,锻造速度为 0.1mm/s,使用等温锻造液压机进行等温锻造。
关键词:TC4;航空加强框结构件;DEFORM-3D;动态再结晶;工艺优化
Recrystallization Metallographic Structure Technology And Quality Design Of Aeronautical Structure Parts
Abstract:Dynamic recrystallization will occur in the isothermal forging of titanium alloy aeronautical structural parts at a certain temperature. Dynamic recrystallization can refine the grains and improve the toughness and strength. In this paper, TC4 (Ti-6Al-4V) titanium alloy
aviation reinforced frame structure is taken as the research object, the forging model of aviation frame structure parts is established by UG, and the forging model is imported into DEFORM-3D software to simulate the forging process, observe and analyze the dynamic recrystallization process of workpiece microstructure under different parameters, and optimize the relevant
parameters of the process. The analysis results are as follows:
(1)The blank with a thickness of 20 mm is beneficial to the forming of the ribs of the forgings of the aviation reinforced frame structure.
(2)The statistical data of dynamic recrystallization volume fraction and average grain size in isothermal forging at 1000℃, 1050℃ and 1100℃ were compared. When the strain is 0.9, the average grain size of 1000℃, 1050℃ and 1100℃ is 270 μm, 246 μm and 226 μm
respectively. It is considered that the higher the isothermal forging temperature is, the larger the average grain size is.
(3)In this paper, isothermal forging at two forging speeds of 0.05m m/s and 0.1mm/s is studied, and the grain size of forgings formed at two forging speeds is obtained. The results show that the grain refinement effect of forgings formed at forging speed of 0.1mm/s is better, and the average grain size can reach 187 μm, while the average grain size of 0.05mm/s can only reach 226 μm.
In order to improve the mechanical properties of the structural parts of the aviation
reinforced frame by refining the grains, the preliminary technology is as follows: forging temperature is 1000℃, forging speed is 0.1mm/s, and isothermal forging is carried out by isothermal forging hydraulic press.
Key words:TC4; aviation reinforced frame structure; DEFORM-3D; dynamic
recrystallization; process optimizatio
目录
1绪论 1
1.1钛合金及 TC4(Ti-6Al-4V)钛合金材料简介 1
1.2钛合金微观组织 1
1.3钛合金等温锻造 2
1.4高温合金热变形过程中的晶粒演化[3] 3
1.4.1动态再结晶 3
1.4.2静态再结晶 5
1.4.3晶粒长大 6
2航空加强框结构件及加强框锻件设计 6
3框锻件模具设计 7
4坯料设计 7
4.1坯料分析 7
4.2坯料厚度成形比较 8
4.2.1前处理参数设置 8
4.2.2模拟结果分析 10
4.3本章小结 15
5TC4 航空加强框结构件等温锻造金相组织研究 16
5.1 引言 16
5.2航空加强框结构件等温锻造晶粒模拟 16
5.2.1热变形本构方程 17
5.2.2TC4 合金单相区的动态再结晶本构模型 17
5.3模拟结果分析 17
5.3动态再结晶 CA 模型 23
5.4本章小结 27
6等温锻造工艺拟定 28
7 结论 28
8 展望 29
参考文献 30
致谢 31
图目录
图 1.1 钛合金四种微观组织 2
图 1.2 等温锻造生产的飞机框(外廓尺寸:1680mm×1450mm×100mm) 3
图 1.3 以连续项链式形核演化的动态再结晶过程 5
图 2.1 TC4 航空加强框结构件 6
图 3.1 模具型腔结构 7
图 4.1 不同形状的坯料锻造成形的晶粒尺寸 8
图 4.2 UG 建立的锻造模型 9
图 4.3 等温锻造有限元模拟模型 9
图 4.4 三个方案的筋条成形对比 10
图 4.5 等效应力分布 11
图 4.6.1 方案一变形速度变化曲线及最大变形速度时变形速度分布图 12
图 4.6.2 方案二变形速度变化曲线及最大变形速度时变形速度分布图 13
图 4.6.3 方案三变形速度变化曲线及最大变形速度时变形速度分布图 14
图 4.7 锻造完成时锻件等效应变分布图 15
图 4.8 模拟得到的航空加强框结构件 15
图 5.1.1 1000℃ ε = 0.6 ε = 0.02 18
(a)动态再结晶体积分数;(b)平均晶粒尺寸 18
图 5.1.2 1050℃ ε = 0.6 ε = 0.02 18
(a)动态再结晶体积分数;(b)平均晶粒尺寸 18
图 5.1.3 1100℃ ε = 0.6 ε = 0.02 19
(a)动态再结晶体积分数;(b)平均晶粒尺寸 19
图 5.2.1 1000℃ ε = 0.2 ε = 0.01 20
(a)动态再结晶体积分数;(b)平均晶粒尺寸 20
图 5.2.2 1000℃ ε = 0.3 ε = 0.01 20
(a)动态再结晶体积分数;(b)平均晶粒尺寸 20
图 5.2.3 1000℃ ε = 0.4 ε = 0.01 21
(a)动态再结晶体积分数;(b)平均晶粒尺寸 21
图 5.3.1 1050℃ ε = 0.5 ε = 0.02 21
(a)动态再结晶体积分数;(b)平均晶粒尺寸 21
图 5.3.2 1050℃ ε = 0.5 ε = 0.03 21
(a)动态再结晶体积分数;(b)平均晶粒尺寸 21
图 5.4 晶粒模拟数据记录 22
图 5.5 锻压速度为 0.05mm/和 0.1mm/s 的锻件晶粒尺寸 23
图 5.6 30 步 CA 元胞机模拟 24
图 5.7 32 步 CA 元胞机模拟 25
图 5.8 33 步 CA 元胞机模拟 25
图 5.9 36 步 CA 元胞机模拟 25
图 5.10 40 步 CA 元胞机模拟 26
图 5.11 47 步 CA 元胞机模拟 26
图 5.12 52 步 CA 元胞机模拟 26
图 5.13 CA 元胞机微观组织模拟晶粒尺寸 27
表目录
表 4.1 坯料截面的尺寸方案 10
表 5.1 DEFORM-Microstructure 模块 CA 元胞机微观组织模拟图例解释 23
1绪论
1.1钛合金及 TC4(Ti-6Al-4V)钛合金材料简介
钛合金是上个世纪 50 年代发展起来的一种性能优异的结构材料,钛合金因为其具有密度小、比强度高、耐蚀和耐热性好等一系列特性而广泛地被应用于许多领域。很多国家都认识到钛合金这种材料的重要性,相继进行钛合金材料的研究开发,使其得到了实际应用。
而第一个实用的钛合金则是美国在 1954 年研制成功的 Ti-6Al-4V 合金(我国牌号为 TC4),Ti-6Al-4V 属于(α+β)型钛合金,由于它的耐热性、强度、塑性、可焊性、耐蚀性等综合性能良好,可加工制备成板材、棒材、环材及锻件等品种, 因此被国内外广泛使用,如第四代机 F22 四个大整体框、波音 747 整体起落架梁等。
1.2钛合金微观组织
钛合金常见的微观组织有以下四种,如图 1.1 所示:
(a)魏氏组织:钛合金在高于相变点的温度下加工,通过缓慢冷却可获得魏氏组织。由于降低了魏氏组织的晶间断裂的机率,提高了合金的断裂韧性。随着魏氏组织中相的细化,这些优点将会更加明显。同时,在魏氏组织中会出现粗大的初生 β 晶,形成网状晶界,降低了材料的塑性,与其它组织相比魏氏组织的断面收缩率最低。
(b)双态组织:等轴 α+β 两相钛合金在 β 相变点以下 10℃和 30℃进行热加工然后热处理可获得双态组织。双态组织的疲劳强度和塑性较高。
(c)等轴组织:α+β 两相钛合金在 β 相变点以下 40℃和 50℃进行热处理,或在较低温度下进行再结晶退火,都可获得等轴组织。与其它组织相比,该组织断裂韧性较差,而强度和塑性则比较好。
(d)网篮组织:在 β 单相区的温度范围内钛合金开始热加工,然后在 β 相转变点以下的温度停止,形成过冷机制,并在晶界形成针状相,最终形成网篮状组织。和其他类型的组织相比,网篮组织的性能相对较好,且经常用于工作条件较差的环境中。[1]
参考文献
[1]李深克. 基于 DEFORM-3D 的 TC4 钛合金微观组织模拟[D].南昌航空大学,2017.
[2]马济民, 贺金宇, 庞克昌. 钛铸锭和锻造[M]. 冶金工业出版社, 2012.
[3]王狂飞, 历长云, 崔红保. 钛合金成形过程数值模拟[M]. 冶金工业出版社, 2009. [4]庞晓琛.钛合金大型航空结构件等温锻造工艺设计[J].铸造技术,2016,37(12):2707-2710.
[5]李杰. 某航空 TA15 钛合金结构件锤锻与液压机模锻成形性比较研究[D].重庆大学,2018. [6]王英来,张以都,赵晓慈,张洪伟.典型航空结构件锻造过程仿真及残余应力分析[J].机械技术史及机械设计,2008(00):315-320.
[7]耿世奇. 金属热锻过程再结晶与晶粒长大演化的数值模拟[D].南昌航空工业学院,2006. [8]白新房,赵永庆,郑翠萍,曾卫东.不同组织形态 TC4 钛合金力学性能研究[J].钛工业进展,2011,28(03):26-29.
[9]臧朝利. 某飞机结构件 TC4 钛合金框等温锻成形工艺数值模拟研究[D].南昌航空大学,2012.
[10]孙念光,杨合,孙志超.大型钛合金隔框等温闭式模锻成形工艺优化[J].稀有金属材料与工程,2009,38(07):1296-1300.
[11]李飞,吴伏家.TC4 钛合金等温锻造工艺数值模拟[J].机械工程与自动化,2008(02):74- 75.
[12]赵永庆.钛及钛合金金相图谱[M]. 长沙:中南大学出版社 , 2011.
[13]胡建军,李小平.DEFORM-3D 塑形成形CAE 应用教程[M],北京:北京大学出版社,2011. [14]刘超. 基于 DEFORM-3D 的 7050 铝合金大锻件成形工艺与晶粒尺寸演化研究[D].中南大学,2009.
[15] C.Leyens,M.Pete.钛与钛合金[M].陈振华,等,译.北京:化学工业出版社, 2005.



