





















B537的叶片的结构分析设计(机械专业毕业设计)
B537叶片为30万千瓦汽轮机组的次末级叶片,其结构为榫齿带冠叶片,其主要由叶根,中间体,型面和叶冠组成(如图1.1所示)而这4部分的连接,就组成了一个完整的叶片。
1.1、叶根:
叶根是叶片上一个非常重要的部分,它是叶片与机组连接的纽带,叶片通过叶根与机组主轴上的轮槽相配合,从而使得叶片固定机组主轴上的设计位置,叶根与主轴的配合,
通过这种配合,叶片牢牢的生根在机组主轴上,在叶片受力旋转时,带动主轴一起旋转。叶根齿形如图1.2所示:
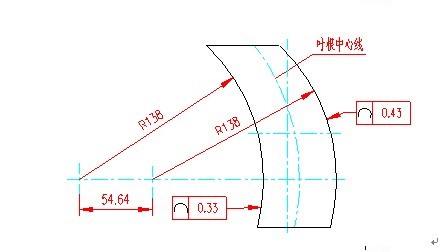
1.2、型面:
型面是叶片上非常关键的部位,由于叶根与主轴上的轮
槽相配合而固定下来,叶片的型面与其他叶片的型面之间就形成一个相当的栅栏,这就是汽轮机组中的通流部分(如图1.3所示),高速的蒸气通过叶片与叶片之间的通流位置,给叶片型面加力,同时带动了叶片的旋轴,也带动了主轴的旋转,然后才能发电,通流部分的加工好坏,直接影响到机组
的发电效率。
1.3、中间体部分:
中间体部分处于叶根与型线之间,处于叶片的定位的叶根和型面通流部分之间,其作用是防止汽流下溢,造成通路部分汽轮减少,减少叶片功率的降低,同时中间体与叶片中
间体之间相配合,使叶片与叶片之间紧密贴合。
1.4、叶冠部分:
叶冠位于型线的最上方,是通过部分在上方的屏障,其作用与中间体有点类似,但叶冠还有其它用途,型面作为通流部分,它相对其他部分而言,刚性最差,叶顶的型线厚度在最大厚度处只有7.8mm,而最薄的出汽边厚度只有0.92mm。这样的型线厚度显然无法独立承受气压的冲击,而叶冠与叶冠配合后,连接成一个紧固件,起到支承起负担的重任。
第二章工艺方法存在的问题与矛盾
原工艺方法在加工叶片中间体时以叶片方箱定位加工和检测,然后加工叶根齿形,最后脱掉方箱以叶根榫齿定位验
收叶片中间体。
2.1、质量现状:
以前困扰中间体质量的最重要的问题是塌角,塌角长度20—25 mm ,深度为1—1.5mm。目前分厂无有效方法解决。现在叶片铣加工工序(方箱内)基本上采用留余量的方法,余量大小约1.0mm左右,但到脱方箱后抛磨时余量达到1.5—2mm,且余量不均匀,估计与强磨加工的叶根中心和叶根圆弧R误差有关,但对误差量无法较为精确的估计。
中间体问题是我厂的老问题,十多年前就试图解决塌角现象,虽然历任分厂领导、施工、操作者都进行了努力,但均未获成功。随着时间推移,我厂加工设备不断恶化,使影响中间体的因素更加多样化、复杂化,要想改善和解决中间体的问题,可以从以下三个方面去进行。
A、 由研究所考虑工序性调整。如将铣削叶根两侧面工序调整到叶根综合铣削工序后进行,以减少塌角量。
B、 由质保处将叶根综合铣削工序作为质控点,最起码也是阶段性的质控点,加强自检和巡检,并根据影响因素做出“鱼刺图”,以便于操作人员及时调整。
C、 研究所要加快对工艺的改进。如增加脱方箱后精铣中间体工序。
但目前阶段比较顺向第二种方法,并要求将塌角量和余量要匹配起来处理,但仍要留余量,最后由手工抛磨来达到要求。质保处要对中间体透光严格把关,使质量提高。
修改加工中心程序是解决和改善塌角比较有效。成本最小的方法。尽管难度比较大,但仍想做一次尝试,并负责组织攻关。如果获得成功则近一步考虑推广到改善叶根榫齿铣削塌角。
2.2、H515叶片中间体回用原因分析及纠正措施:
如今我们的设备已得到改善,“踏角”不复存在。但是,“中间体问题”仍然,由中间体引起的回用率较高,特别是榫齿叶片,长期下去对我们产品质量的提高和持续改进是极为不利的。所以我们只有从根源上查找问题所在,努力把中间体的回用降到最低。由此,我们对H515BR/L叶片的中间体进行了跟踪,并测量和记录了相关数据。通过对数据以及现场加工情况的分析,总结出中间体回用原因以及纠正方法如下:
1. 夹具定位不可靠。如B537R/L叶根铣夹具侧面定位块与前定位块不垂直,导致叶片方箱定位时存在误差,从而影响中间体尺寸(时大时小,不稳定)
纠正方法:修复工装夹具,提高工装精度。H515BR/L叶根铣夹具B537RLA/JS2A,S479RL/JX13两夹具现已修复好。
2. 测具误差。如B537R/L 测具中间体不稳定,主要是由于中间体测量块和测量底座平面不好所引起,致使B537R/L中间体测量误差达0.3~0.5。
纠正措施:修复或新制卡板及测具。
3. 铣加工测具与汇总检验测具间的误差。H515R/L内中及第二圆弧与抛光测具一致,铣加工测具背中卡脚及型面0位时,抛光测具卡脚余量1.0;B537R/L内中0位时,抛光测具卡脚0.5,背中0位时,抛光测具卡脚0.4。
纠正措施:复测铣加工测具及汇总检验测具。(经复测,汇总检验测量块存在误差。)对叶片多测量,注意数据的积累,并找出规律,通过比较,得出铣加工时最理想的尺寸。并按照此尺寸加工,做到无抛修量或只有微量,既省时又省力,并能保证中间体质量。




