





















无心磨床纵紧给托架左前钳口40两端面铣工装设计
零件图的工艺分析
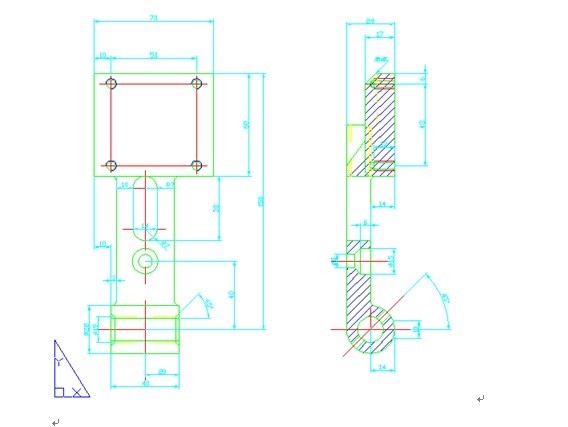
该零件是托架类零件,主要有端面,内螺纹,键槽等组成;端面的加工可通过铣床,磨床,加工。通孔可通过钻床,铣床加工。由于60*70端面精度要求高,普通铣床不能达到。遂采用精磨来加工60*70端面。40两端面的精度普通铣床能够达到。以上能保证粗糙度和精度都能达到要求。
2.2毛胚的选择
根据上述的分析和概括,决定采取HT15-32就可以解决技术要求,并且经济合理,达到节约资源目的。铸铁的特点就是具有良好的铸造性,吸振性,切削加工性急一定的力学性能,并且价格低廉、生产设备简单。广泛用于制造各种机架、底座、箱体、缸套等形状复杂的零件。
2.3定位基准的选择
观察该零件图,该零件不能直接确定精基准,需先确定粗基准。
⑴粗基准的选择:粗基准必须达到两个基本要求:其一应保证所有加工表面都有足够的加工余量。其二,应保证工件加工表面和不加工表面之间具有一定位置精度,零件图34*120端面不需要加工,其与零件精度无关,所以选择34*120端面为粗基准。
⑵精基准的选择:直接选择加工表面的设计基准为定位基准,即精磨60*70端面,以60*70端面为精基准,这样可以保证零件的加工精度。
2.4装夹方案的确定
由于夹具确定了零件在数控机床坐标系中的位置,因而根据要求夹具能保证零件在机床坐标系的正确方向,同时协调零件与机床坐标系的尺寸。确定正确的装夹方位,使其保持准确的定位位置,不会由于切削力,工件重心,离心力或惯性力等的作用而产生位置变化和振动,以保证加工精度和安全操作。
(1)、工装夹具应具备足够的强度和刚度。
夹具在生产中投入使用要承受多种力度的作用,所以工装夹具应具备足够的强度和刚度。
(2)、夹紧的可靠性。
夹紧时不能破坏工件的定位位置和保证产品形状、尺寸符合图样要求。既不能允许工件松动滑移,又不使工件的拘束度过大而产生较大的拘束应力。
(3)、良好的工艺性。
所设计的夹具应便于制造、安装和操作,便于检验、维修和更换易损零件,从而降低夹具制造成本。
2.4.1 平磨装夹方案
根据该零件的结构特点,平磨采用移动压板夹紧,直径15的内螺纹孔用定位轴心固定。空余部分用圆柱头调节支撑支撑。加工时采用多工件同时加工。
2.4.2 40两端面铣装夹方案
观察零件,若采用平铣,不但不容易装夹,而且实际操作时要铣一个端面后在换方向铣令一个端面。不符合工艺要求。所以两端面应采用立铣的方式。装夹方案应是采用移动压板C10*70压紧,顶端用圆柱销10*30.左侧用紧顶座顶紧。右侧用圆柱销10*30顶紧。这样的好处可以装夹时更方便。




