





















刀杆零件的工艺工装设计(Ф10H7钻夹具)
该刀杆属于轴类零件,结构较简单,但精度要求较高。从零件图的分析可以知道,零件的表面大都由一系列的规则的直线组成,因此选择通用的加工方法即可(查《机械制造工艺设计简明手册》)。轴类零件的主要加工表面为:
1.以ф22h6轴为中心的加工表面,包括尺寸为M20x1.5的螺纹面,尺寸为3x1.5的退刀槽,尺寸为ф22h6的轴颈,表面粗糙度为0.8, 尺寸为2x0.5的退刀槽,尺寸为ф25js6的轴头,表面粗糙度为0.8,尺寸为1x0.5的退刀槽,尺寸为ф35的轴肩,表面粗糙度为0.8。
2.以轴肩面为基面,以ф22h6轴为中心,加工剩余轴下部分各表面,底面表面粗糙度为3.2,该部分高50mm,厚26mm,长38mm,弧面R=15,圆角R=3。
3. 以轴肩面为基面,加工孔:ф12mm,与轴肩面垂直距离为30mm的孔,ф8mm,与侧面垂直距离为8mm,表面粗糙度为1.6的孔,ф10H7,深度22mm的钻孔,ф8m,与轴肩面垂直距离为40mm的螺纹孔,底面ф10H9的孔,各孔位置具体如零件图所示。
其它未注表面的粗糙度要求为6.3,粗加工可满足要求。由以上分析可知,可以先加工轴表面,然后借助专用夹具加工剩余轴下部分,保证它们之间的位置精度要求。
课题要求:
1. 绘制零件图及毛坯——零件综合图各一张;
2. 绘制机加工工艺文件;
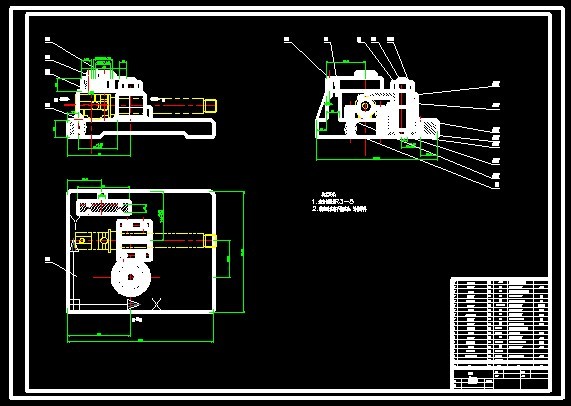
3. 绘制Ф10H7孔钻夹具装配图及全套家具非标准零件图;
4. 编写设计说明书(20-30页);
5. 专业外文翻译(大于3000英文字符)
目 录
机械制造技术课程设计任务书......................................3
设计题目:设计“刀杆”零件的机械加工工艺规程及工艺装置 4
零件图:如图所示 4
设计内容 5
1 零件的分析 5
1.1 零件的作用 5
1.2 零件的工艺分析 5
2.毛坯的选择 5
3.机械加工工艺规程设计 6
3.1 定位基准的选择 6
3.2 加工方法的选择 6
3.3 制定工艺路线 8
4.机械加工设备的选择 9
4.1 确定机床设备、工件夹具和量具 9
5.确定加工余量和工序尺寸(单位:MM) ...........................9
6.确定切削用量和工时...........................................13
6.1 工序3:粗车削............................................13
6.2 工序4:精车削............................................17
6.3工序6:铣面:............................................22
6.3工序7:钻孔;............................................23
7.专用夹具的设计...............................................- 25-
7.1定位基准的选择...............................................- 25-
7.2误差分析与计算............................................- 25-
7.3 夹具设计及操作的简要说明.....................................- 25-
课程设计总结 错误!未定义书签。
参 考 文 献 27
参 考 文 献
【1】孙本绪 熊万武等著,机械加工余量手册.北京:国防工业出版社,1980
【2】柯建宏 主编,机械制造技术基础课程设计.武汉:华中科技大学出版社,2008
【3】李益民 主编,机械制造工艺设计简明手册.北京:机械工业出版社,1994
【4】李晓沛 张琳娜等主编,简明公差标准应用手册.上海:上海科学技术出版社,2005
【5】邱宣怀 主编,机械设计(第4版).北京:高等教育出版社,1997
【6】吴宗泽 罗圣国 主编,机械设计课程设计手册(第3版).北京:高等教育出版社,2006
【7】杨叔子 主编,机械加工工艺师手册.北京:机械工业出版社,2001




