





















“左支座”零件的工艺工装设计(φ25H7孔钻夹具)
摘 要
本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。
左支座加工工艺规程及钻Ф25孔的夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
关键词:工艺、工序、切削用量、夹紧、定位、误差。
第一章 零件的工艺分析
1.1零件的作用
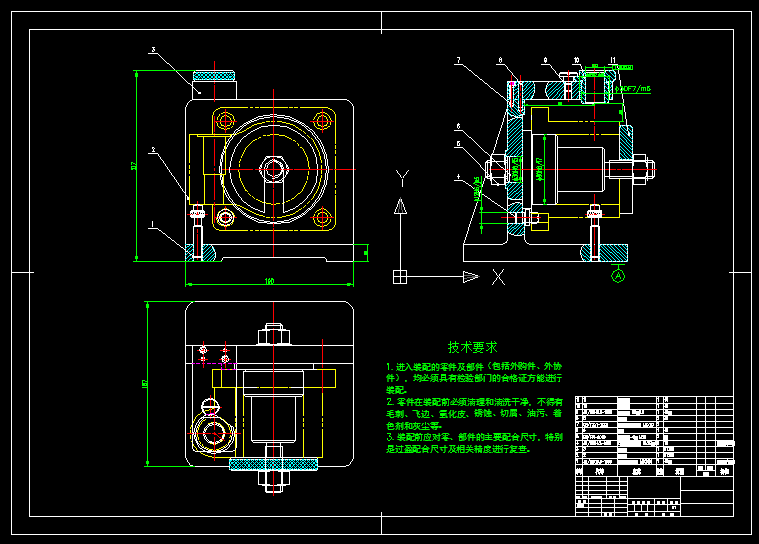
题目所给的零件是机床上的一个左支座,它用螺钉通过4-Ø13孔连接于支架上,该零件纵横两方向5 mm槽使80mm孔部分有一定弹性,利用一端 M20螺纹穿过Ø21mm孔,一端与Ø25H7配合的样件通过旋紧其上的螺母夹紧,使装在Ø80H9孔内的心轴定位夹紧。
1.2零件的工艺分析
由附图1可知,其材料为HT200,该材料具有较高的强度、耐磨性、耐热性及减振性,适用于承受较大应力,要求耐磨的零件。
该零件的主要加工表面为下定位基面 A,以及下端面上的4-Ø13的四个孔及4-Ø20沉孔,Ø80H9、Ø21孔和Ø25H7孔。
其中Ø80H9孔与基面A有垂直度误差0.03要求和尺寸精度直接影响装在Ø80H9孔内心轴与A面的垂直度。因此加工它们时最好能在一次装夹下将Ø80孔与A面加工出来。两Ø13孔之间的中心距为110±0.5,这就要求钻床夹具定位要求有一定的精度,否则将影响标准件与其配合精度。
由参考文献【Ⅰ】中有关的面和孔的加工经济精度及机床能达到的位置精度可知,上述技术要求是可以达到的,零件的结构工艺性也是可行的。
1.3 确定毛坯、画毛坯零件图(附图)
根据零件材料确定毛坯为铸件。左支座零件材料为:HT200在机床工作过程中起支撑作用,所受的动载荷和交变载荷较小.由于零件的生产类型是中批量生产,而且零件的轮廓尺寸不大,故可以采取金属模机械砂型铸造成型,这样有助于提高生产率,保证加工质量.
灰铸体一般的工作条件:
1.承受中等载荷的零件。
2.磨檫面间的单位面积压力不大于490KPa。
二、毛坯的热处理
灰铸铁(HT200)中的碳全部或大部分以片状石墨方式存在铸铁中,由于片状石墨对基体的割裂作用大,引起应力集中也大;因此,使石墨片得到细化,并改善石墨片的分布,可提高铸铁的性能。可采用石墨化退火,来消除铸铁表层和壁厚较薄的部位可能出现的白口组织(有大量的渗碳体出现),以便于切削加工。
又由题目已知零件的年生产纲领6000件/年。由参考文献【Ⅳ】表1-4、表1-5可知,其生产类型为大批生产。毛坯的铸造方法选用砂型机械造型。又由于支座零件Ø80孔需铸出,故还应安放型芯,此外,为清除残余应力,铸造后应安排人工时效。
参考文献【Ⅰ】表2.3-6,该种铸件的尺寸公差等级CT为8~10级,加工余量等级MA为G级。
铸件的分型面选择通过从基准孔轴线,且与侧面平行的面。浇冒口位置分别位于Ø80孔的上顶面。
由参考文献【Ⅰ】表2.3-5,用查表法确定参考面的总余量如表1-1所示。
表1-1 各加工表面总余量
加工表面 基本尺寸 加工余量等级 加工余量 说 明
A 面 140 G 4.0 底面,单侧加工
Ø80孔 80 H 5.0 孔降1级,单侧加工
由参考文献【Ⅰ】表2.3-9可得铸件主要尺寸的公差,如表1-2所示。
表1-2 毛坯主要尺寸及公差
主要尺寸 零件尺寸 总余量 毛坯尺寸 公差CT
A面中心距尺寸 100 4.0 104 3.2
Ø80孔 80 5.0 75 1.6
目 录
摘要--------------------------------------------------------------1
前言--------------------------------------------------------------3
第一章 零件的工艺分析--------------------------------------------4
1.1 零件的功用------------------------------------------------4
1.2 零件的工艺分析--------------------------------------------4
1.3 确定毛坯、画毛坯零件图------------------------------------4
第二章 工艺规程设计----------------------------------------------7
2.1 定位基准的选择--------------------------------------------7
2.2 制定工艺路线----------------------------------------------7
2.3 选择加工设备及刀、夹、量具--------------------------------9
2.4 加工工序设计----------------------------------------------11
2.5 时间定额计算----------------------------------------------13
2.6 机械加工工艺过程卡----------------------------------------16
第三章 机械夹具设计----------------------------------------------17
3.1 确定钻模类型----------------------------------------------18
3.2 确定工件的定位方案,设计定位装置--------------------------19
3.3 夹紧装置和计算夹紧力并确定螺杆直径------------------------20
3.4 对刀及导引装置设计----------------------------------------21
3.5 夹紧方案选择 ---------------------------------------------21
3.6 切削力和夹紧力分析----------------------------------------22
3.7 夹具体结构------------------------------------------------24
3.8 装配图结构------------------------------------------------25
第四章 总结------------------------------------------------------26
第五章 致谢------------------------------------------------------28
第六章 参考文献--------------------------------------------------29
参 考 文 献
1. 资料Ⅰ艾兴、肖诗纲主编, 切削用量简明手册,机械工业出版社出版,1994年
2. 资料Ⅱ 李益民主编,机械制造工艺设计简明手册,机械工业出版社出版,1994年
3. 资料Ⅲ 王光斗 王春福 .(第三版)机床夹具设计手册.上海科学技术出版 社.2000
4. 资料Ⅳ 哈尔滨工业大学、上海工业大学主编,机床夹具设计,上海科学技术出版社出版,1983年
5. 资料Ⅴ 东北重型机械学院、洛阳工学院、一汽制造厂职工大学编,机床夹具设计手册,上海科学技术出版社出版,1990年
6. 资料Ⅵ 金属机械加工工艺人员手册,上海科学技术出版社,1981年10月
7. 资料Ⅶ 郭宗连、秦宝荣主编,机械制造工艺学,中国建材工业出版社出版,1997年
http://www.bysj1.com/html/4753.html http://www.bysj1.com/html/5103.html
http://www.bysj1.com/html/4753.html http://www.bysj1.com/html/5105.html
http://www.bysj1.com/html/4764.html http://www.bysj1.com/html/5111.html




