





















柴油机调速盘工艺工装设计 柴油机调速盘工艺工装设计
步 骤 说 明 与 理 由 结 论
一 零件的分析
(一)零件的作用 题目所给的零件是柴油机种调速机构中的转速盘,零件中φ10H6的孔用偏心轴与手柄连接,轴的另一端与油门拉杆相连。转动手柄,油门拉杆即可实现增大或关小油门。2-φ6H6的孔装两个销以限制手柄的转动,起限位作用。手柄可在120°内转动,实现无级变速。零件通过2-φ9孔用M8的螺栓与柴油机的机体相连固定。 无级调速盘
(二)零件的工艺分析 由图可知,工件共4处加工表面,每个加工面均有简单的位置度要求,现分析如下:
(1) 以支撑壁为基准加工的2-φ9的孔
这组加工处为2个φ9的孔。这两个孔没有位置度要求。也无粗糙度要求。φ9孔到支撑壁的距离为定位距离。
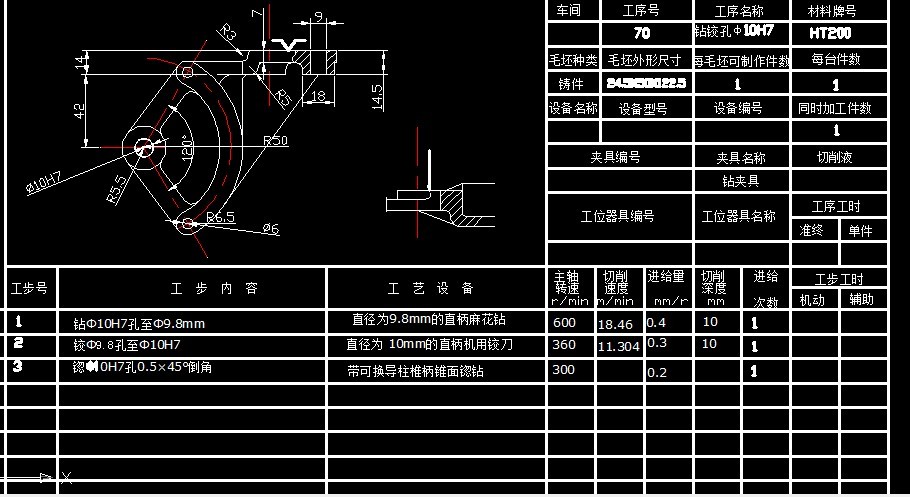
(2) 以φ10H6的孔为加工中心的加工表面
这组表面包括:φ10H6的孔及其内表面,两端0.5X45°倒角。孔的下端面以2-φ9中心有公差要求。孔两端的平面有6.3的粗糙度要求
(3) 2-φ6.5的孔以及孔所在的端面
这一组表面包括:2-φ6.5的孔和所在的面。孔有公差要求。孔的内壁和所在表面有粗糙度要求。分别为孔粗糙度要求为3.2,表面的粗糙度要求为6.3。表面与孔φ10有圆跳动要求。
由以上的分析可知,确定加工的先后顺序,由第1组表面起加工。并以第1 组表面作为固定和定位加工第2组表面。加工完两组表面,以它们为基准面来加工第3组表面。 先加工第2组表面
目 录
1.零件分析 ………………………………………………………… 1
1.1零件的作用………………………………………………… 1
1.2工艺分析………………………………………………………1
2工艺规程设计…………………………………………………………2
2.1确定毛坯的制造形成……………………………………………2
2.2基面的选择………………………………………………………2
2.3制定工艺路线………………………………………………3
2.4机械加工余量工序尺寸及毛坯的确定…………………………5
2.5确定切削用量及基本工时………………………………………7
3夹具设计 ……………………………………………………………13
3.1问题的提出……………………………………………………13
4.2夹具设计 ………………………………………………………14
参考书目 ………………………………………………………………19
参考文献
1. 肖诗刚 编《切削用量手册》 北京机械工业出版社 1985
2. 哈尔滨工业大学 编《机床夹具设计手册》 上海科学技术出版社 1983
3. 李益民 编《机械制造工艺设计简明手册》 北京机械工业出版社 1994
4. 赵家齐 编《机械制造工艺学课和设计指导书》北京机械工业出版社 1994
5. 倪森寿 编《机制工艺装备》 北京化学工业出版社 2003
6. 倪森寿 编《机制工艺及装备课程设计指导》 北京化学工业出版社 2003



