



壳体1塑料模具设计(代写模具专业毕业设计)
主要内容及基本要求:对制件进行分析,根据材料、形状、与尺寸要求等确定适合的成型工艺,选择相应的成型设备和成型参数,完成成型模具的结构设计,基本要求如下:
1绘制成型模具装配图
2绘制成型模具零件图
3编写设计说明书
绪论
前言
模具工业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域,所以模具生产技术水平的高低是衡量一个国家产品制造水平高低的重要标志,它在很大程度上决定着产品的质量,效益和新产品的开发能力。在欧美等工业发达国家被称为“点铁成金”的“磁力工业” ;美国工业界认为“模具工业是美国工业的基石”;德国则认为是所有工业中的“关键工业” ;日本模具协会也认为“模具是促进社会繁荣富裕的动力” ,同时也是“整个工业发展的秘密”,是“进入富裕社会的原动力” 。日本模具产业年产值达到13000亿日元,远远超过日本机床总产值9000亿日元。如今,世界模具工业的发展甚至己超过了新兴的电子工业。在模具工业的总产值中,冲压模具约占50%,塑料模具约占33%,压铸模具约占6%,其它各类模具约占11%。
改革开放以来,我国的模具工业发展也十分迅速。振兴和发展我国的模具工业,正日益受到人们的关注。早在1989年3月中国政府颁布的《关于当前产业政策要点的决定》中,将模具列为机械工业技术改造序列的第一位。近年来,我国模具工业每年都以15%的增长速度快速发展。许多模具企业十分重视技术发展。加大了用于技术进步的投入力度,将技术进步作为企业发展的重要动力。此外,许多科研机构和大专院校也开展了模具技术的研究与开发。模具行业的快速发展是使我国成为世界超级制造大国的重要原因。据统计,我国现有模具生产厂近2万家,从业人员约50万人,“九五”期间的年增长率为13%. 2000年总产值为270亿元,占世界总量的5%。但从总体上看,自产自用占主导地位,商品化模具仅为1/3左右,国内模具生产仍供不应求,特别是精密、大型、复杂、长寿命模具,仍主要依赖进口。目前,就整个模具市场来看,进口模具约占市场总量的20%左右,其中,中高档模具进口比例达40%以上。因此,近年来我国模具发展的重点放在精密、大型、复杂、长寿命模具上,并取得了可喜的成绩,模具进口逐渐下降,模具技术和水平也有长足的进步。近年来,模具行业结构调整和体制改革步伐加快,主要表现为:大型精密、复杂、长寿命等中高档模具及模具标准件发展速度快于一般模具产品;塑料模和压铸模比例增大;专业模具厂数量增加较快,其能力提高显著;“三资”及私营企业发展迅速,尤其是“三资”企业目前已成为行业的主力军;股份制改造步伐加快,等等。从地区分布来说,以珠江三角洲和长江三角洲为中心的东南沿海地区发展快于中西部地区,南方的发展快于北方。目前发展最快、模具生产最为集中的省份是广东和浙江,这2个省的模具产值已占全国总量的六成以上。江苏、上海、山东、安徽等地目前发展态势也很好。
随着世界五金、电子、仪表、电器和机械塑料工业高速发展,我国塑料工业异军突起,而塑料工业的高速发展又对塑料模具工业的发展起到了推动作用同时也对它提出了越来越高的要求。塑料模具就是利用特定形状去成型具有一定形状和尺寸的塑料制品的工艺基础装备。用塑料模具生产的主要优点是制造简便、材料利用高、生产率高、产品的尺寸规格一致,特别是对大批量生产的机电产品,更能获得价廉物美的经济效果。塑料模具的现代设计与制造和现代塑料工业的发展有极密切的关系。随着塑料工业的飞速发展,塑料模具工业也随之迅速发展。目前我国塑料模具约占模具工业总产值30%~35%。国内塑料模具市场以注塑模具需求量最大,因为注塑成型可以对形状复杂的塑料产品实现一次成型,是一种高效率、大批量的生产方式。仅汽车行业就需要各种塑料制品36万吨其中80%以上的产品通过注塑生产。电子电器如电冰箱、洗衣机和空调的年产量均超过1000万台;彩电的年产量已超过3000万台。到 2010年,在建筑与建材行业方面,塑料门窗的普及率为30%,塑料管的普及率将达到5O%,这些都会大大增加对塑料模具的需求量。
注塑模具的优劣直接影响注塑成型的质量。注塑模具行业,欲要加工出高精度、高质量、复杂型面的注塑模具必须借助先进的计算机辅助设计和制造软件、编制合理的加工工艺规程、选择合适的加工设备和刀具、设定最佳切削用量,这是保证加工质量、提高生产效率、减轻劳动强度的有效途径。为了能够为注塑加工商生产出可节约投资成本和时间成本,以及提高注塑生产效率的模具,模具制造商们不断使用新材料和新技术,而这些新材料和新技术则在一定程度上代表了注塑模具制造的新趋势。有一种新材料能够降低注射模具制造商的投资成本和时间成本。这种新合金名为钴铬MP1,专为在快速成型 (RP)设备上采用金属激光直接烧结 (DMLS)工艺而开发。该种钴铬合金被证明具有高强度、耐高温性能和抗腐蚀性能。该合金的洛式硬度在30~40之间,能够生产小型复杂的模具产品,而这些产品目前通常需要采用电火花加工或者机加工方法来制造。 使用潜入式浇口嵌件消除可见的浇口痕迹这种潜入式浇口嵌件来自干德国的 i-mold公司,其注射点被设计在制品的末端 ,而流道从前端开放从而使浇口表面定位在制品上不显眼的地方。例如,在制品外沿肋筋底部的侧浇口,人们是不能看到明显的浇口痕迹的。少用抛光,多用涂层。美国Bales模具服务公司是一家为注射模具提供抛光和电镀服务的公司。出于为客户降低成本的考虑,该公司现在已很少 采用特级EDM抛光技术,取而代之的是采用电镀技术在模具表面形成涂层。众所周知,填料会缩短注塑模具的寿命。随着注射成型中填料的用量越来越大,填料对模具造成的腐蚀和磨损的问题日益突显。而为模具增加镀层,如Nicklon(一种镍一PTFE镀层)和 Nibore(镍硼氮化物)则能起到很好的保护作用。同时与价格昂贵的塑料润滑添加剂相比,这些镀层又非常便宜。 在现代模具生产中,对塑件的美观度及功能要求的越来越高,塑件内部结构设计也越来越复杂,模具的外形设计也日趋复杂,自由曲面所占比例不断增加 ,相应的模具结构也设计得越来越复杂。这些都对模具加工技术提出了更高要求,不仅应保证高的制造精度和表面质量,而且要追求加工表面的美观。随着对高速加工技术研究的不断深入,尤其在加工机床 、数控系统、刀具系统、CAD/CAM软件等相关技术推动下,高速加工技术已越来越多地应用于模具型腔的加工与制造中。数控高速切削加工作为模具制造中最为重要的一项先进制造技术,是集高效、优质、低耗于一身的先进制造技术。高速加工技术对模具加工工艺产生了巨大影响 ,改变了传统模具加工采用的 “退火一铣削加工一热处理一磨削”或“电火花加 工一手工打磨 、抛光”等复杂冗 长的工艺流程,甚至可用高速切削加工替代原来的全部工序。同时还可以利用三坐标测量仪,结合三位软件,快速造型缩短模具设计周期。
课题研发背景及意义
随着世界五金、电子、仪表、电器和机械塑料工业高速发展,我国塑料工业异军突起,而塑料工业的高速发展又对塑料模具工业的发展起到了推动作用同时也对它提出了越来越高的要求。塑料模具就是利用特定形状去成型具有一定形状和尺寸的塑料制品的工艺基础装备。用塑料模具生产的主要优点是制造简便、材料利用高、生产率高、产品的尺寸规格一致,特别是对大批量生产的机电产品,更能获得价廉物美的经济效果。塑料模具的现代设计与制造和现代塑料工业的发展有极密切的关系。随着塑料工业的飞速发展,塑料模具工业也随之迅速发展。目前我国塑料模具约占模具工业总产值30%~35%。国内塑料模具市场以注塑模具需求量最大,因为注塑成型可以对形状复杂的塑料产品实现一次成型,是一种高效率、大批量的生产方式。仅汽车行业就需要各种塑料制品36万吨其中80%以上的产品通过注塑生产。电子电器如电冰箱、洗衣机和空调的年产量均超过1000万台;彩电的年产量已超过3000万台。到 2010年,在建筑与建材行业方面,塑料门窗的普及率为30%,塑料管的普及率将达到5O%,这些都会大大增加对塑料模具的需求量。 注塑模具的优劣直接影响注塑成型的质量。注塑模具行业,欲要加工出高精度、高质量、复杂型面的注塑模具必须借助先进的计算机辅助设计和制造软件、编制合理的加工工艺规程、选择合适的加工设备和刀具、设定最佳切削用量,这是保证加工质量、提高生产效率、减轻劳动强度的有效途径。为了能够为注塑加工商生产出可节约投资成本和时间成本,以及提高注塑生产效率的模具,模具制造商们不断使用新材料和新技术,而这些新材料和新技术则在一定程度上代表了注塑模具制造的新趋势。因而,玩具四驱车底座成型技术的研究与开发具有相当重要的理论意义和实用价值。以此作为一个突破口,带动和促进相关塑件产品外观零件注塑成形技术的发展和技术创新,将会产生显著的经济价值。
目 录
绪论
Abstract
第一章 塑件的工艺特性与工艺分析
1.1 塑件
1.2 工艺分析
第二章 拟定模具结构形式
2.1分型面的确定
2.2确定行腔数和排列方式
第三章 浇注系统的设计
3.1主流道的设计
3.2 分流道的设计
3.3浇口的设计
3.4分流道的分布
第四章 成型零件的设计
4.1 成型零件的结构设计
4.2 成型零件钢材选用
4.3 动模的大小
4.4 主要成型零件的工作尺寸计算
4.5 定模的设计
第五章 推出机构的设计
5.1 推出机构设计原则
5.2 脱模力
5.3推杆的机构设计
5.4 推出形式的确定
第六章 模架的确定
6.1 A板(定模固定板)
6.2 B板(动模固定板)
6.3 C板(C板垫板)
6.4 后续处理
第七章 注塑机的校核
7.1注射压力校核
72 开模行程校核
7.3其他部分尺寸校核
第八章 导向机构设计
8.1 最大注射量校核
8.2注射压力校核
8.3 开模行程校核
第九章 调温系统设计
第十章 型腔布置
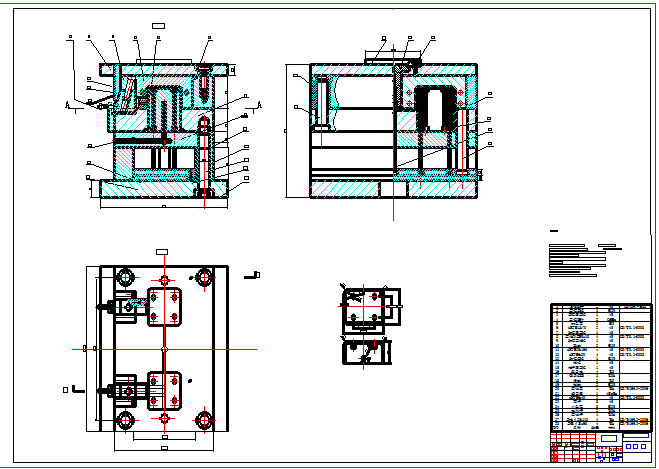
第十一章 模具总装图
设计总结
www.bysj1.com www.bysj1.com/html/4526.html www.bysj1.com/html/4525.html
www.bysj1.com www.bysj1.com/html/4613.html www.bysj1.com/html/4610.html




