





















泵体装配线的组装与运行
摘 要
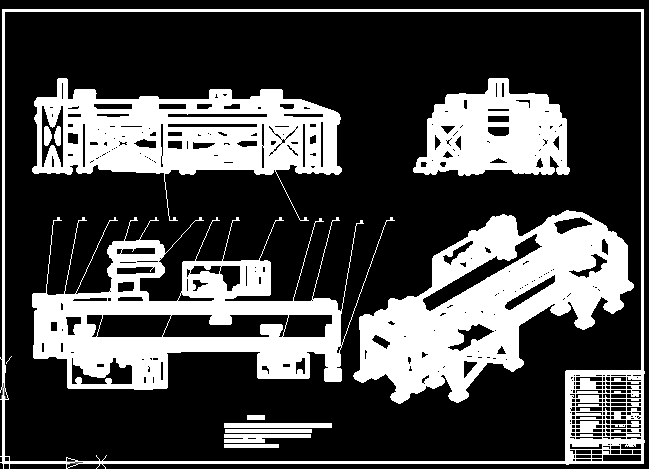
泵体装配线是基于PLC控制为基础为空调压缩机的泵体组装而研发的的装配线,它实现了人和机器的有效组合,最充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的装配要求。泵体装配线它是以齿轮作为传动机构,通过齿轮与齿轮的啮合,有着严格的传动比,通过步进电机带动齿轮运动,齿轮带动轴的运动,轴带动轴承的运动,从而使随行夹具在其上面滑动。它可以通过变频器调节步进电机的转速,从而调节输送线的速度。
关键字 泵体转配线 PLC 空调压缩机 齿轮 随行夹具
目 录
摘 要 1
1 引言 2
1.1 本课题研究依据和意义 2
1.2 本课题相关的国内外研究现状 2
2 泵体装配线的线体设计 4
2.1 线体的总体形状设计 4
2.2 线体的具体设计 4
2.2.1 线体的轨道设计 4
2.2.2 线体的安装设计 4
2.2.3 线体的周边辅助部件设计 5
3 泵体装配线随行夹具设计 6
3.1 随行夹具的总体形状设计 6
3.2 随行夹具的具体设计 6
3.2.1 用于随行夹具运动的具体设计 6
3.2.2拖板和转盘的具体设计 6
3.2.3 U形托架的具体设计 7
3.2.4 安装板的具体设计 7
3.2.5 U型托架与转盘的连接 7
3.2.6 U型托架与安装板的连接 7
3.2.7 弹性压紧器的具体设计 7
3.2.8 连接转轴的设计 8
3.2.9 的安装设计 8
4 泵体装配线的装配工艺编制 9
4.1装配 9
4.2密封安装 9
4.2.1集装式机械密封安装 9
4.2.2填料密封安装 9
4.3装叶轮 9
4.4 卧式多级泵轴承箱体的调整 10
4.5联轴器安装(泵头已固定) 10
4.6涂漆 10
5 PLC控制系统 11
5.1装配单元的基本功能 11
5.2装配单元气动控制回路 11
5.3装配单元的PLC控制系统 12
结束语 19
致 谢 20
参 考 文 献 21
1 引言
1.1 本课题研究依据和意义
在泵体装配过程中,由于被装配零件的多样性、工艺的繁琐性,采用泵体装配线就显得尤为重要。装配工艺的好坏直接影响产品的质量和生产效率。流水线装配的工艺过程需借助装配线进行,因此,装配线在整个生产过程中占有重要地位,装配线是否合理,直接影响了泵体质量和产量。本课题就是以泵体装配线为研究对象,以本校的现有资源条件对装配线进行设计。本课题题的研究目标,最终是要设计一项可以用于本校实验室教学同时又适用于实际生产的泵体装配线。因此,本课题具有很大的现实意义。
泵体装配线是一个顺序装配的流水线工艺过程,每个工位之间是流水线生产,因此每个环节的控制都必须具备较高的可靠性和一定的速度,才能保证生产的连续性和稳定性。[1]
为了使复杂的质量达到设计要求,就必须要在装配过程中注重每一个环节,而确保每个环节都既达到高度精细,又满足工业生产必需的高效率,就必然要借助最先进的生产制造技术才能实现。[2] 随着泵体行业的发展,国内泵体生产厂家质量意识的不断提高,泵体装配技术、设备也将越来越受到重视。[3]
1.2本课题相关的国内外研究现状
目前我国装配线其设计开发能力已接近国外先进水平,在装配线开发方面已缩短了与国外先进水平的差距。[8]但就全国范围而言,总体开发和技术创新能力还参差不齐,一些企业装配线的开发还处在引进、仿制及小规模改进阶段,没有形成自己独立完善的开发系统,主要是缺乏高水平的设计开发人才,缺乏验证手段,加之开发资金投入不足,这种弱的开发能力是我们不能进入世界泵体强国的障碍之一。为了促进我国泵体行业的发展,在人员素质的提高、科研手段的完善、资料的积累、信息系统的建立等方面还需做大量的工作。[9]
近年我国许多企业花了很大的力气,从国外引进了先进的加工生产线、装配线和各式各样的设备,使我们的工艺装备、加工能力和水平有了大幅度的提高。但从总的方面来看,我们的装配线水平与发达国家相比还有一定差距。[4]目前,国内还有部分生产厂生产条件较差,从原本混乱的零部件市场上购买零部件拼装,经常出现紧固件松动、密封部位渗油、摩擦损失偏大、振动噪声偏大、零部件损坏等现象。其中甚至地摊装配,因此,因装配问题占不少。[5]
随着泵体行业的发展,装配线正由刚性装配线向柔性装配线方向发展,柔性装配线的特点是装配节拍可以在一定的范围内自由调整,可以实现多品种混流生产并适应生产纲领的变化。又由于在装配作业时装配对象和装配工人保持相对静止状态,对采用专门的装配设备保证装配的高质量提供了方便的条件,便于实现装配的自动化。国内装配线目前也趋于采用柔性装配线。[6]
柔性自动化生产技术以工艺设计为先导,以数控技术为核心,是自动化地完成企业多品种、小批量的加工、制造、装配、检验等过程的先进生产技术。这样它不仅能加快生产速度,而且能有效的减少劳动力的投入,它涉及计算机、网络、控制、信息、监测、生产系统仿真、质量控制与生产管理等技术。国外厂家生产的装配线由于价格昂贵,国内一般厂家难以承受。
在装配线制造技术上来看,我国少数设备生产厂通过对引进技术的消化吸收,已能自行设计和制造用于非同步装配线,并用于生产中。但与引进的设备相比还有一定的差距,主要问题和技术难点是可靠性差,辊子和滚杠耐磨强度低,影响设备的使用寿命。不少这种设备还是引进的,如果采用国产设备将使生产线的成本大大降低,在我国有广泛的推广前景,因此在这方面还有待于进一步研制,尚需我们全行业的共同努力。[10]
参 考 文 献
[1] 王信义主编. 生产系统中的监控检测技术[M]. 第1版.北京:北京理工大学出
版社,1995.
[2] 陈庆生主编.机械加工过程自动化[M]. 第1版.贵阳:贵阳科技出版社,1990.
[3] 沈延山.生产实习[D].第1版.大连:大连理工大学出版社,1989.
[4] 上海市大专院校机械制造工艺学协作组编著.机械制造工艺学[M](修订版). 建:
福建科学技术出版社,1996.
[5] 王华坤,范元勋编.机械设计基础[M].北京:兵器工业出版社,2000.
[6] 冯辛安等编.机械制造装备设计[M]. 北京:机械工业出版社,1998.
[7] 陈日曜主编.金属切削原理[M]. 第2版.北京:机械工业出版社,1992.
[8] 方子良等编.机械制造技术基础[M].上海:上海交通大学出版社,2004.
[9] 刘秋生,李忠文主编.液压传动与控制[M].北京:宇航出版社,1994.
[10] 熊庆春, 马良. 产品装配技术[M]. 北京: 机械工业出版社, 1999.
[11] 李哲林,罗杜宇. 装配型企业生产现场质量监控系统. 江苏大学学报, 2006年第05期.
[12] 陈庆生主编. 机械加工过程自动化[M]. 贵阳: 贵阳科技出版社, 1990.
[13] 徐桂元. 机械制造工艺学. 北京: 化学工业出版社, 2003.
[14] 王同坤. 机械自动化装备设计[M]. 北京: 机械工业出版社, 1988.
[15] 沈斌. 装配生产线系统的关键技术实现. 期刊: 新技术新工艺, 2007.
[16] 范祖尧. 现代机械设备设计手册[M]. 机械工业出版社, 1996: 33-38.
[17] 魏登山. 装配过程中检测探讨[M]. 上海: 上海交通大学出版社, 2004.
[18] 方子良等编. 机械制造技术基础[M]. 上海: 上海交通大学出版社, 2004.
http://www.bysj1.com/html/4939.html http://www.bysj1.com/




