


扳手电极加工及数控编程设计
摘要:数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业(it、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为这些行业所需装备的数字化已是现代发展的大趋势数控技术作为未来先进制造技术的核心内容之一,正在朝着开放化,网络化,柔性化和智能化方向发展,数控装备产品的设计制造和应用开发都日益显示出基于开放接口标准的模块形态。基于模块和组件的系统构建策略更能体现产品设计制造过程中的人性化思想,每一个模块都是一个有针对性应用领域的技术产品形式,是该领域技术原理,应用方案和实现形式的综合体现,是其在数控加工环境下的具体应用,其设计理念和性能指标都体现数控加工技术的要求和市场应用的需求,这些充分体现设计者个性化的产品组件通过开放的标准接口形式有机的结合,组成了功能丰富性能完善的数控装备产品。
关键词:数控;加工中心;铣削;模具
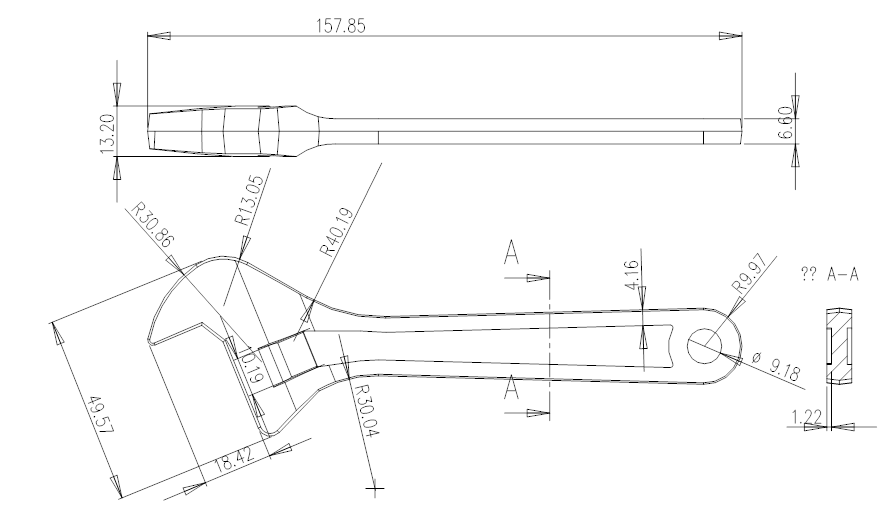
1.产品的介绍
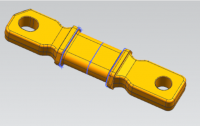
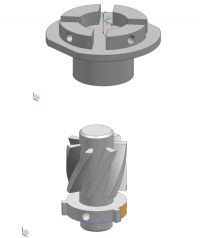
由于此扳手用于无静电的场合所以扳手材料选择钛合金材料。如图1-1(由于它的耐热性、强度、塑性、韧性、成形性、可焊性、耐蚀性和生物相容性均较好,而成为钛合金工业中的王牌合金,该合金使用量已占全部钛合金的75%~85%。常规钛合金在特定的条件下有燃烷的倾向,这在很大程度上限制了其应用。针对这种情况,各国都展开了对阻燃钛合金的研究并取得一定突破。美国研制出的Alloy c(也称为Ti-1720),名义成分为50Ti-35v-15Cr(质量分数),是一种对持续燃烧不敏感的阻燃钛合金,己用于F119发动机。BTT-1和BTT-3为俄罗斯研制的阻燃钛合金,均为Ti-Cu-Al系合金,具有相当好的热变形工艺性能,可用其制成复杂的零件本次加工用的合金材料可以看作是Ti-6Al-4V合金的改型。)由于他的这些力学性能以及他的生产批量所以我们选择冷冲压的生产方式由于钛合金的强度高这个特点在冲模方面我们决定对其材料选择3Cr2W8:
2.材料的选择
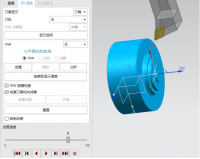
2.1.紫铜来源广泛,具有良好的导电性,在较困难的条件下也能稳定加工,不容易产生电弧,加工损耗小;可获得比较高的精度,采用精细加工能达到优于RAL1.25μm的表面粗糙度。加工过程可保持尖锐的棱角,细致的形状。不足之处:机械加工性能不如石墨,磨削困难;机械强度低,不利于加工中的装夹,校正和维持较长时间的稳定加工;比重大,即增加了加工进给系统的负担,提高了对系统的要求,也不利于电极的安装,校正。
2.2.石墨电极损耗小,粗加工时为紫铜的1/5~1/3;加工速度快,越为紫铜的1.5~3倍;机械加工性能好,切削阻抗为紫铜的1/4;加工效率为紫铜的2倍;比重轻,为紫铜的1/5,可用于大型电极;耐高温,热膨胀系数低,约为紫铜的1/4。不足之处:有脆性,易损坏;容易产生电弧烧伤现象;精加工损耗大,表面粗糙度只能达到Ra2.5μm;不易作成薄片和棱角。
我认为比较适合此次加工的材料有上述两种通过比较和多方面的考虑最终决定用紫铜来进行此次加工。
3.部分机床的介绍
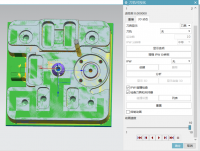
在制作冲模的凹模的时候由于这个扳手有尖角。用铣削的方法达不到我们想要的效果所以决定采用电加工的方法。采用NH7120NC系列电火花成型机床?NC(数控)系列电火花成型机如图3-1
本机器具有多页面编程自动加工功能,从而使操作更简单,直观。特点: ▲.具有自适应控制 ▲.放电状态自动检测调整功能 ▲.放电自适应电路 ▲.采用模糊控制 ▲.有自适应抬刀 ▲.有自适应脉宽脉间调整 ▲.自适应脉冲前沿 ▲.自适应灵敏度 ▲.加工参数自动转换 ▲.两段抬刀排屑功能 ▲.采用滚珠丝杆,精度好 ▲.三轴数显系统,定位准确 ▲.完善的液面、感光保护、可使加工更加安全可靠 ▲.配自动灭火器 NH7145NC单轴数控电火花机床采用80196单片机设计,功能和性能远高于一般厂家采用的8051系列单片机。 功放电源采用高品质的VMOS管,配合加工中自动调整脉冲前沿技术,实现了在降低效率不多的前提下的低损耗。 机床检验合格后,要交由专门的部门实际使用,做工艺实验。在完成多达17项的工艺指标检验的过程中,仔细调整加工状态,使产品性能发挥到极致。
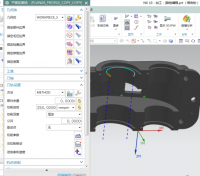
对电极加工我选择的是由台湾乔福公司生产的VMC—850型立式三轴加工中心系统为FANUC—OI—MB如图3-2
特点:普通机床上加工零件时,机床运行的开始、结束、运动的先后次序以及刀具和工件的相对位置等都是由人工操作完成的。
数字控制是近代发展起来的一种自动化控制技术,数控机床是采用了数字控制技术的机床,是高度机电一体化的产品。在数控机床上加工零件时,首先通过人工的方法绘制零件图纸,或者通过计算机辅助设计软件(CAD)设计零件模型,然后对零件图纸或者CAD模型进行工艺分析及数值计算,再将被加工零件的加工顺序、工艺参数、机床运动要求等通过手工编程或者计算机辅助编程(CAM)的方法设计程序,把程序代码记录在数控介质(穿孔纸带、磁带、磁盘等)上,然后经计算机网络或其它接口传输方式把加工程序输入到数控装置,最后由数控装置(CNC)的驱动伺服机构来控制机床进行加工,从而实现加工自动化。
3.1,?加工中心是在数控镗床或数控铣床的基础上增加自动换刀装置,使工件在一次装夹后,可以连续完成对工件表面自动进行钻孔、扩孔、铰孔、镗孔、攻螺纹、铣削等多工步的加工,工序高度集中。
3.2,?有些加工中心带有自动分度回转工作台或主轴箱可自动转角度,从而使工件一次装夹后,自动完成多个平面或多个角度位置的多工序加工。
3.3,?带交换工作台的加工中心,在工作位置的工作台进行工件加工的同时,可在装卸工件位置的工作台上进行装卸,不影响正常的加工工作。
3.4,加工中心控制系统功能较多,机床运动至少有3个坐标轴,多的可达到十几个。其控制功能至少有2轴联动,以实现刀具运动直线插补和圆弧插补,多的可能五轴联动,6轴联动完成更复杂的曲面加工。
由于加工中心具有上述功能,因而可以大大简化工件的装夹、测量和机床的调整,减少工件的周转、搬运和存放时间。一般加工中心的切削时间利用率高于普通机床5~10倍,尤其是在加工形状比较复杂、精度要求较高、品种更换频繁的工件时,更具有良好的经济性。
目 录
1.产品介绍 ……………………………………………… 3
2.材料选择 ……………………………………………… 3
3.部分机床的介绍………………………………………… 4
4.刀具和量具的选择 …………………………………… 7
5.工件进行分析及铣削问题以及应注意的事项………… 7
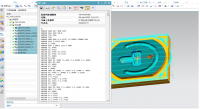
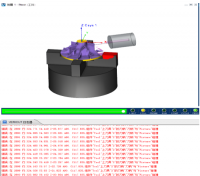
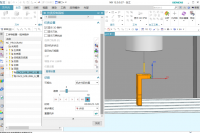
6.编程的软件选用以及部分加工程序…………………… 9
7.检测设备的介绍………………………………………… 15
8.参考文献………………………………………………… 18
参考文献
王卫兵主编 UG NX数控编程实用教程。北京:清华大学出版社。2004.5
惠延波等主编。加工中心的编程与操作技术。北京:机械工业出版社2001.7
何华妹,杜智敏等主编。UG NX产品模具设计入门。北京:清华大学出版社2005.8
陈剑鹤主编。冲压工艺与模具设计。北京:机械工业出版社2001.9
苏建修主编。机械制造基础。北京:机械工业出版社2001.5
赵长明,刘万菊主编。数控加工工艺及设备。北京:高等教育出版社2003.10




