





HT200WA8-6齿轮箱体三维造型设计
摘要:齿轮箱箱体的主要功能是将机器中的零件和部件组成一个整体,并使其在正确的相对位置,完成相对运动。齿轮箱在现实生活中有着广泛的应有,如汽车,风力发电机等,所以齿轮箱箱体也起到了重要的作用;它不仅仅可以确定齿轮位置,还可以防止外部的粉尘,污渍来污染内部的齿轮及其他零件。
关键词:齿轮箱;三维造型;铸造;工艺设计
3D modeling of HT200WA8-6 gear box
Abstract: the main function of the gearbox box is to make some parts and parts in the machine to make up a whole, and to keep the correct relative position and complete the necessary relative motion. Gear boxes have a wide range of needs in real life, such as cars, wind turbines and so on, so the gearbox box also plays an important role. It can not only determine the position of gear, but also prevent the external dust and stains to pollute the internal gear and other parts.
Key words: gear box,3D modeling,casting,process design
目录
一、 绪论 4
1.1背景及意义 4
1.2国内外研究现状 4
1.3课题研究 5
二、 齿轮箱 6
2.1齿轮箱材料分析 6
2.2零件的模型及技术要求 6
三、 铸造工艺方案的确定 7
四、 分型面的选择 7
4.1铸造原则: 7
分型面应该放置在最大截面处原则 7
分型面尽量保证数目少、分型面平整原则 7
整个铸件或者大部分铸件应放置同一箱原则 7
利用内浇口引入原则 8
4.2浇注的位置如果确定时应遵循以下原则: 8
重要表面应该遵守朝下或位于侧面原则 8
铸件大、薄的表面朝下 8
铸件厚实部分置顶原则 8
型芯设置稳定原则 8
4.3砂芯的设计 9
五、 铸造工艺参数的确定 10
5.1机械加工余量 10
表2-4 机械加工切除余量的范围 11
5.3铸造收缩率 11
5.4起模斜度 12
5.5工艺补正量 12
5.7最小铸出孔和槽 13
5.8铸造圆角 13
5.9砂箱的尺寸计算 13
六、 浇注系统的的设计及计算 14
6.1浇注系统的设计原则 14
浇口杯的设计 14
冒口设计计算 15
直浇道概述及设计 15
内浇道概述及设计 15
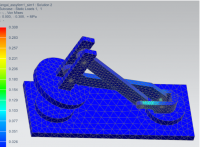
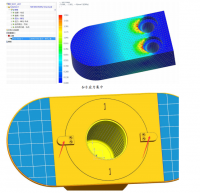
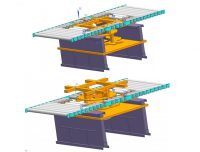
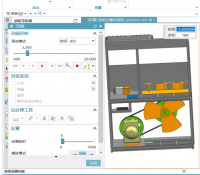
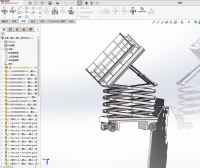
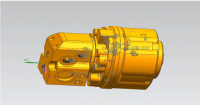
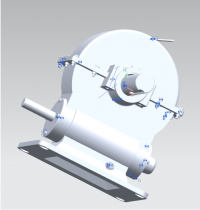
七、 铸件三维实体造型 16
7.1制图软件的UG 16
7.2零件三维造型的设计过程 16
八、 总结 21
致谢 22
参考文献 23
一、绪论
1.1背景及意义
铸造是从古至今对金属材料加工最基础的一种制造工艺,从我国的夏商周时期对青铜铸造的工艺的开创到汉唐时期铸造技术达到世界的巅峰,但是铸造技术却失传了,而我们新一代的从事铸造行业的人来说是一个极其之大的损失。所以这更要求我们对铸造进行更深一步的研究和拓展。
铸造生产的原理是将金属加热并使其熔化成为液态金属,通过将液态金属液浇注在事先制作好的模型中使其冷却,凝固成模型。也称之为铸件。但是通过铸造出来的铸件大多数是作为毛坯件使用。因为大部分的铸件在铸造出来的时候是不符合技术要求的,是需要后期进行机械加工的。当然也有些铸件在铸造出来之后可以直接满足零件的技术要求就可以直接当作成品使用。
1.2国内外研究现状
铸造行业在某些欧美国家来说是属于较为先进的,他们拥有较为先进的铸造技术。他们有着良好的铸件材料的供应体系,而且他们的铸造工艺过程已经基本实现了高机械化,高智能化和高度的自动化生产,这也是我们该向西方国家学习的地方。因为他们的高度机械化的原因提高了他们的工作效率同时也对环境的污染很低,但是这对工人的技术要求非常高。
而我国在铸造方面并不是特别的落后,相反甚至在某些方面的研究成果是处于世界的领先水平。虽然我国在铸造领域的多项研究成果很先进,但是铸造过程毕竟是复杂又多工多序的加工过程,所以目前国内的铸造方面也都还存在着或多或少的缺陷。例如,铸造后获得的铸件质量不高,在铸造生产的过程中材料消耗多,铸件生产之后获得的经济效益低,多数生产时的生产环境恶劣,尤其是铸后某些对化工成分对环境造成了很大的污染危害,而且目前海内多以简单的手工或机器加工为多,在出产中原质料的供应和他国对比社会化、专业化、商品化差距很大,出产程度低,管理落伍,计算机应用少等等。
1.3课题研究
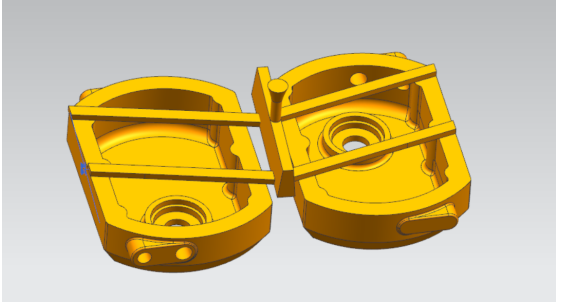
本次的课题是HT200WA8-6齿轮箱箱体的三维造型,箱体的形状虽然有较大的区别,但箱体零件还是有一些共同点,比如结构复杂,箱体的壁厚不均匀,内腔腔形等。
铸造工艺设计即是按照工件的构造,技术要求指标和生产批量来拟定我们接下来铸造工艺方案和工艺参数,画出铸造工艺图等其他一些我们需要的技术文件的过程。这对我们的从事人员有着较高的要求,需要我们了解生产任务和要求,同时也要求我们有丰富的工作经验并且对新型的铸造技术要有些了解。由于现代科学的发展迅速不仅仅对人员有所要求,对材料的要求也更高了,我们需要铸件铸造出来之后有好的力学性能,高的尺寸精度,和严格的表面粗糙度:也需要材料有着更好的特殊性能,如耐高温,耐腐蚀,耐磨等等。
此次的选题也让我反问了自己,为什么要使用HT200铸铁来铸造这个齿轮箱而不选用别的材料来进行铸造,或者说如果我用了别的材料对这个齿轮箱有什么影响,对铸造过程有什么影响。以及这次的铸件采用什么铸造方式,铸造工艺是个什么流程。了解铸造过程中产生的缺陷如何去选择避免或者采取什么相应的预防措施。
参考文献
[1] 戎晨阳,陈小华,刘云鹏 . 关于中国铸造业现状的思考 [J] 现代铸铁 2007,(01):78~80.
[2]王文清,李魁盛. 铸造工艺学[M]. 北京:机械工业出版社,2002
[3] 张正贺. 经济复苏促使美国铸件销售增长[J]. 特种铸造及有色合金2011 31 (6):499~500
[4]杜西灵,杜磊. 铸造技术与应用案例[M]. 北京:机械工业出版社,2009
[5]杜西灵,杜磊. 铸造实用技术问答[M]. 北京:机械工业出版社,2007
[6]李弘英,赵成志. 铸造工艺设计[M]. 北京:机械工业出版社,2005
[7] 中国铸造协会,铸造工程师手册编写组编. 铸造工程师手册[M]. 北京:机械工业出版社,1997
[8]叶荣茂. 铸造工艺课程设计手册[M]. 哈尔滨:哈尔滨工业大学出版社,1995
[9] 郭庆.铸造充型过程流场及温度场模拟[J].中国铸造装备与技术,2006,2
[10]S. Sulaiman, A.M.S. Hamouda*, S. Abedin, M.R. Osman. Simulation of metal filling progress during the casting process[J].Journal of Materials Processing Technology 100 (2000) 224±229
[11] 周红元,刘瑞祥,陈立亮,等.Niyama 缩松判据在华铸CAE动态图形模块中的实现[J].铸造技术,2004,3:245
[12] 荆涛.凝固过程数值模拟[M]. 北京:电子工业出版社,2002:81
[13] 崔吉顺,李文珍.铸件缩孔缩松多种预测判据的应用[J].清华大学学报,2001,8:5~8
[14] 马宏.数值凝固模拟在大型铸钢件生产中的应用[J].大型铸锻件,1999,4:6~10
[15] 王向群,刘瑞祥,陈立亮,等.铸造CAE热物性参数库的设计与开发[J].中国铸造装备与技术,2004,1:18~20
[16]吴光峰,钱绍富,张秉华. 铸造工艺装备设计手册[M]. 北京:机械工业出版社,1989
[17] 苏宝华. 铸造检验知识与技能[J] 计量与测试技术.2012,(12):13~14



