


数控车床电动刀架外壳的加工工艺编程及夹具设计
摘要:夹具是能够使产品按一定技术要求准确定位和牢固夹紧的工艺装置,它主要用于保证产品的加工质量、减轻劳动强度、辅助产品检测、展示、运输等。用几个小时的夹具组装周期代替几个月的专用夹具设计,既可以极大的缩短产品生产周期,又能够实现减少原材料与工时的用量,减少生产总成本的目的。与此同时还减少了夹具库房面积,便于管理。
目前,在计算机辅助夹具设计方面,世界各国都做了大量工作。我国在该领域中尚处在研究阶段。计算机辅助夹具设计是通过SolidWorks等软件来完成特定夹具结构设计及被加工零件图绘制。
新技术日新月异极速发展以及市场经济竞争不断加剧,伴随着多样化的机械产品更新换代的速度不断加快,尤其是先进生产力的代表技术数控加工技术,在机械产品加工机器相关行业起着极为重要的作用,数控技术就代表着机械产品加工技术的实质竞争力。专用夹具是数控机床机械加工中不可或缺的辅助装置,依据对夹具的 优化设计及控制能够确保零件的加工精度,在实际机械加工生产中所采用的夹具精度直接影响所生产零件的加工精度。利用专用夹具使被加工零件准确的固定在机床的设计位置,并实现加工过程零件全过程固定,确保零件在加工过程中与机床的相对位置不变,确保机械加工全过程工时相对最低,加工成本相对最低。
利用专用夹具,能够实现低精度机床对高精度零件的加工,能够充分提高机床的利用效率,降低生产成本。夹具设计理念为易于加工、结构简单、功能全面、便于操作。本设计就是数控加工方刀架零件加工工艺,侧重于设计该零件的数控加工专用夹具。在车床上,利用工件的旋转运动和刀具的直线运动或曲线运动来改变毛坯的形状和尺寸,把它加工成符合图纸的要求。
关键词:方刀架零件 方刀架夹具 加工工艺
Machining process design and fixture design for electric lathe tool housing of CNC lathe
Abstract:
The fixture is a process device that can accurately position and firmly clamp the product according to certain technical requirements. It is mainly used to ensure the product processing quality, reduce the labor intensity, auxiliary product testing, display, transportation and so on. A fixture fixture assembly cycle of several hours is used instead of a special fixture design for several months, thereby greatly shortening the production cycle, saving man-hours and raw materials, and reducing production costs. At the same time, it also reduces the fixture storage space and facilitates management.
At present, all countries in the world have done a lot of work in computer-aided fixture design. Our country is still in the research stage in this field. Computer-aided fixture design is done through software such as SolidWorks to complete fixture structure design and drawing of parts drawings.
With the rapid development of technology and increasingly fierce economic competition, and science, mechanical products are being updated faster and faster. As the representative of advanced productive forces, numerical control processing technology plays an important role in the field of machinery and related industries and in the competition of machinery manufacturing industry.Its essence is the competition of numerical control technology. The fixture is an indispensable auxiliary device in the machining of the machine tool. Through the fixture, the precision of the processed parts can be controlled and ensured, and often the fixture accuracy affects the machining accuracy of the parts. The fixture is used to fix the part on the machine table, accurately determine the position of the workpiece in the machine tool, clamp it, and maintain the relative position of the part and the machine tool, so that the correct machining can greatly reduce the processing time and reduce Processing costs.
With the fixture, high-accuracy parts can be machined with low-precision machines, improving machine utilization. The fixture design strives to be simple in structure, easy to manufacture and easy to use. This design is the machining process of the CNC tool holder, focusing on the design of the CNC machining fixture. On the lathe, the rotary motion of the workpiece and the straight line of the tool are used. Movement or curve movement to change the shape and size of the blank, it is processed to meet the requirements of the drawings.
目录
第1章 绪论 1
1.1 引言 1
1.2 论文的研究目的、意义 1
1.3 研究现状 2
1.3.1国外发展现状 2
1.4课题内容 4
第2章 方刀架类零件夹具结构方案确定 5
2.1 设计原则 5
2.2 方刀架类夹具基本要求 6
2.3 方刀架钻孔夹具设计过程 6
2.3.1夹具设计 6
第3章 方刀架夹具零件设计 8
3.1零件的结构分析 8
3.2工艺规程设计 9
3.2.1加工工艺的原则 9
3.2.3粗、精基准的选择 10
3.2.4工艺路线分析 11
3.3 机械加工余量、工序尺寸及毛坯尺寸的确定 12
3.3.1.确定毛坯余量、毛坯尺寸及其公差 12
3.3.2 确定切削用量及基本工时 13
第4章 夹具设计 19
致 谢 23
参考文献 23
第1章 绪论
1.1 引言
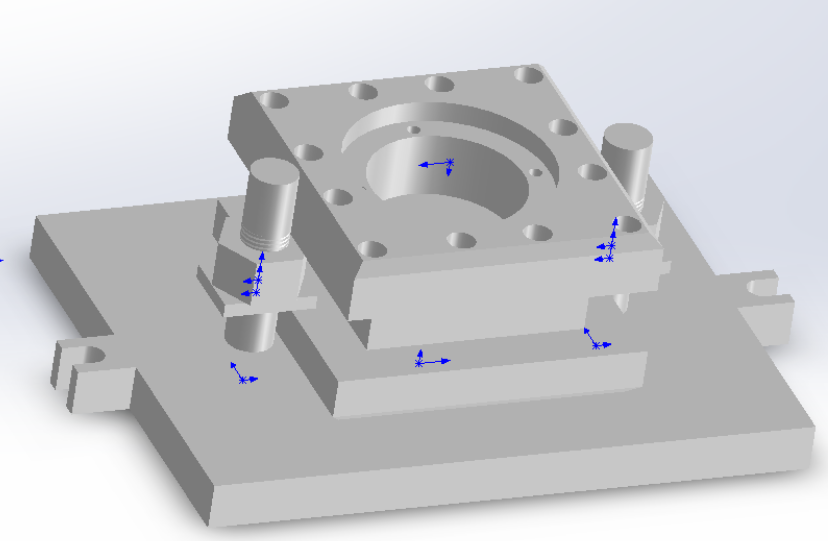
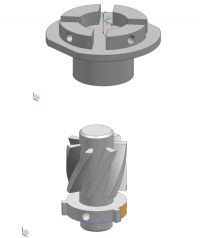
本设计是根据方刀架零件的加工工艺规程以及实际生产所需工序设计的专用夹具。
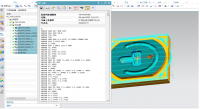
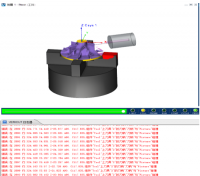
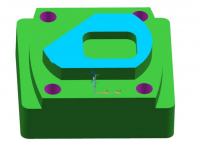
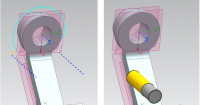
方刀架零件的重点加工域为工件外形以及孔系,实际生产中方刀架零件加工确保孔系的加工精度往往比确保加工平面的精度要困难很多。基于此,本设计依据先面后孔的设计原则,并将平面和孔的加工明确划分成粗加工和精加工阶段以确保孔系加工精度要求。主要加工工序设计为依据孔系定位加工出平面,在后续工序中以顶平面和工艺孔定位加工其他孔系与平面为主。夹具采用专用夹具,夹紧方式手动夹紧为主,夹紧牢固可靠,机构可以不必自锁。因此能够提高生产效率,能够满足流水线生产以及大批量生产作业,能够满足生产实际需求。
1.2 论文的研究目的、意义
夹具种类按设计及应用特点分为: ①专用夹具。即为某类特定产品零件在某道工序上的装夹需要而专门设计的夹具。具有对装夹元件进行固定,针对性很强等特点,由生产单位设计制造。常用的有车床夹具、铣床夹具、钻模(铰孔用的机床夹具以及引导刀具在工件上钻孔用家具)、镗模(镗孔所用的机床专用夹具)和随行夹具(用于组合机床自动产线的移动式夹具)。②万能通用夹具。如机用虎钳、回转工作台、分度头、卡盘与吸盘等,具有较大的通用性,能够适用加工工序的变化与加工对象的变化,而且绝大多数已经作为机床加工的标准附件,具有结构固定,规格、尺寸系列化等特点。③组合夹具。根据不同结构、用途与规格的标准化原件组合而成的夹具,能够满足产品常更换的单元件、新型产品试制加工、小批量生产或者临时任务。④可调夹具。调整元件或者能够更换的夹具。
夹具是固定零件,是保证数控机床加工精度的重要标志,也是数控机床的主要功能部件,夹具的主要功能是辅助部分数控机床,提高加工的精度,减轻疲劳强度,从而保证自动化生产的顺利进行。然而,当前国内制造产业生产的数控机床零件夹具型号与功能相对单一,
不能保证所有方刀架类零件的生产要求,完全无法满足庞大的机床附件的市场需求。
夹具具有以下的特点:
1) 夹具可仅用几个小时的时间代替需要用几个月时间设计制造专用夹具周期,大大缩短生产准备周期,提高了效率,而且可以多次重复使用,节省人力物力,降低了生产成本,同时还减少了夹具库房面积,利于管理。
2) 夹具具有很大的通用性,又有组合夹具的优点。
3) 夹具由元件组装而成,又可以多次使用。因此元件的制造精度和耐磨性对组合夹具的精度有很大的影响。
因此,本文针对上述面临的问题,设计新型方刀架类零件夹具,从而提高生产速度,保证零件生产精度,加快数控机床生产效率。
参考文献
[1] 陈明主编. 机械制造工艺学 [M] 第5版. 北京:机械工业出版社, 2015.08.
[2] 麻建东, 刘璇.三维组合夹具元件库的建立[ J] .北京轻 工业学院学报 ,2001,19.
[3] 吴玉光, 高曙明,陈子辰.组合夹具设计的几何原理[ J ] . 机械工程学报, 2001,5.
[4] 许生蛟.组合夹具图册.上册[M].北京:机械工业出版社,1996,12.
[5] 马贤智.夹具与附具标准应用手册[M].北京:机械工业出版社,1996. 223~224.
[6] 王光斗,王春福.机床夹具设计手册.第三版[M].上海:上海科学技术出版社,2005,1.
[7] 林文焕,陈本通. 机床夹具设计[M].北京:国防工业出版社,1987,1.
[8] 王庆明著. 机械制造工艺学[M]. 上海:华东理工大学出版社, 2017.02.
[9] 李洪主编. 机械加工工艺手册[M]. 北京:北京出版社, 1990.12.
[10] 吴拓编著. 简明机床夹具设计手册[M]. 北京:化学工业出版社, 2010.04.
[11] 朱耀祥,浦林祥主编. 现代夹具设计手册[M]. 北京:机械工业出版社, 2010.02.
[12] 崔凤奎.Solid Works机械设计[M].北京:机械工业出版社,2004,3.
[13] 张展主编. 机械设计通用手册[M]. 北京:机械工业出版社, 2017.01.
[14] 赵建中主编. 机械制造基础[M]. 北京:北京理工大学出版社, 2017.01
[15] 王伯平主编. 互换性与测量技术基础 [M] 第4版. 北京:机械工业出版社, 2014.07.
[16] 汝元功,唐照民主编;西安交通大学机械原理及机械设计教研室,东南大学机械原理及机械设计教研室编. 机械设计手册[M]. 北京:高等教育出版社, 1995.12.
[17] 冯仁余,张丽杰主编. 机械设计典型应用图例[M]. 北京:化学工业出版社, 2016.02.
[18](美)斯克莱特编. 机械设计实用机构与装置图册 原书第5版[M]. 北京:机械工业出版社, 2015.01.
[19] 翟勇波主编. CAD机械设计实训图册. [M] 北京:电子工业出版社, 2016.03.
[20] 朱国龙,张澜.机械零件设计中常见错误[J].科技创新导报,2017,(第3期).
[21] 张展主编. 机械设计通用手册[M]. 北京:机械工业出版社, 2017.01.
[22] 马恒,孙素荣主编. 公差配合与测量技术[M]. 北京:机械工业出版社, 2017.01.
[23] 金星,唐迪,李伟编著. 机械制图理论及方法研究[M]. 北京:中国建筑工业出版社, 2016.05.
[24] 陆元章,韦文林编译. 夹具 原理、设计、计算[M]. 上海:上海科学技术出版社, 1956.06.
[25] 许生蛟主编. 组合夹具图册 上[M]. 北京:机械工业出版社, 1996.12.
[26] 赵峰主编. 组合夹具图册 下[M]. 北京:机械工业出版社, 1996.12.
[27] 长春第一汽车制造厂工装设计室. 机床夹具设计原理[M]. 长春:吉林人民出版社, 1976.07.
[28] 付永忠.中文Solid Works9.0零件设计教程[M].北京:北京希望电子出版社,2002,6.
[29] 段国林,林建平,张满囤,等.组合夹计算机辅助构型设计[J].河北工业大学学报,2004,33(2):104-109.
[30] 安荣. 机械制造工艺与夹具[M]. 合肥:安徽科学技术出版社, 2008.01.
[31] 张茂鹏. 基于SolidWorks的组合夹具快速设计技术研究[D].南京航空航天大.
[32] Diana M Pelinescu,Michael Yu Wang .Multi-objective Optimal Fixture Layout Design[J]. Robotics and Computer Integrated Manufacturing,2002,18:365-372.
[33] Joneja A , Chang, TC.A Generalized Framew ork for Automatic Planning of Fixture Configuration[ M] .In Proc ASME WAM , San Francisco, CA , 1989, 17-28.
[34] Ferreira PM , Liu CR.Generation of Work Piece Orientations for Machining Using a Rule-based System.Int J Robotics CIMS, 1988,5.




