




















超高速加工技术 说明书
零件的分析
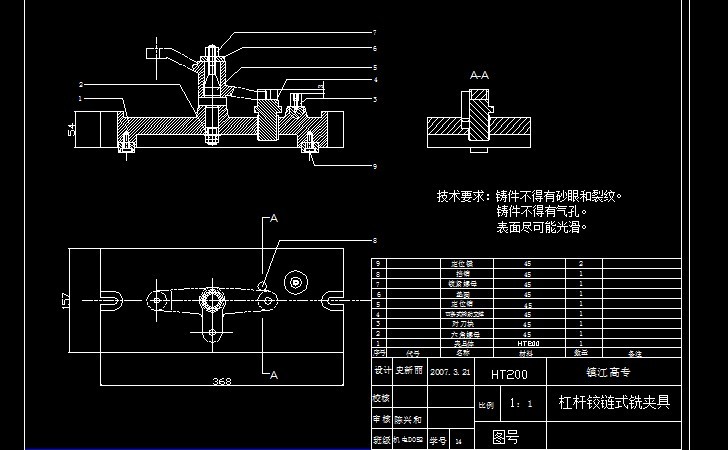
、零件的作用
图3-7所示是铣床进给机构中的杠杆Ø25H9孔与一轴连接起支撑本零件的作用。左右两孔Ø8H7各装一拨叉,控制铣床工作台自动进给的离合器Ø10H7孔通过销与另一杠杆(连操纵受柄)连接,操纵手柄,即可实现铣床工作台三个方向的自动进给。
零件的工艺分析
由图3-10得知,其材料为HT200,该材料具有较高的强度、耐磨性、耐热性及减震性,适用于承受较大应力,要求耐磨的零件。
该零件上的主要加工面为B、C、D、E面和2-Ø8H7和Ø10H7,Ø25H9的孔。2-Ø8H7孔的尺寸精度,两孔距尺寸精度1680.4
由参考文献(1)中有关面和孔加工的经济精度及机床能达到的位置精度可知,上述技术要求是可以达到的零件的结构工艺性也是可行的
确定毛坯、画毛坯—零件合图
根据零件材料确定毛坯为铸件,又由题目已知零件的生产纲领为6000件/年,由参考文献(2)可知,其生产类型为大批量生产,毛坯的铸造方法选用机器造型,此外,为消除残余应力,铸造后应安排人工时效。
参考文献(1),该种铸件的尺寸公差等级CT为8-9级,故取CT为8级。
用查表法确定各表面的总余量
参考文献
[1]艾兴.高速切削加工技术.国防工业出版社,2003.10。
[2]李沪曾,郭重庆,王逸等.浅谈高速切削加工技术的发展一现代制造工程,2004。
[3]H.舒尔茨著.高速加工发展概况.王志刚译.机械制造与自动化,2002.7。
[4]艾兴、萧虹.陶瓷刀具切削加工,北京:机械工业出版社,1998.4。
[5]自立.轴承技术的发展、世界制造技术与装配市场(WMEM),2002.3。
[6]孙季初.用于高速加工的数控系统世界制造技术与装备市场(WMEM),2000.3。
[7]张伯霖.高速切削技术及应用[M]北京机械工业出版社,2002.8。
[8]朱有为.高速切削技术的应用分析[J]长沙大学学报,2003.4:74-77。
[9]艾兴、刘战强、赵军、等.高速切削刀具材料的进展[J]制造技术与机床,2001.8:21-25。
[10]荣烈润.高速切削技术的发展现状[J].机电一体化,2002.1:6-9。
[11]陈光明.高速切削技术的优势及经济性[J].机床与液压.2001.2:15-17。
[12]刘志峰、张崇高、任家隆.干切削加工技术及应用[M]北京:机械工业出版社,2005。
微信

QQ1:3097331788 QQ2:2601997959 QQ3:2993773635



