


弹簧制造过程中引起的失效分析(材料专业论文)
①工序(螺旋角)
弹簧制造方法大致可以分为冷成型和热成型两种。一般说,尺寸较大的弹簧或冷成形有困难的都用热成形方法制造。冷成形方法制造的弹簧多数都对硬态材料进行加工,成形后只需要消除应力的低温回火即可。而热成形制造的弹簧则在加工成形后仍需进行淬火与回火处理来获得弹簧所需要的性能。针对我们厂在绕制时采用的是冷成形,所以我们在这也重点讲冷成形时产生的失效。
② 滚轮打滑
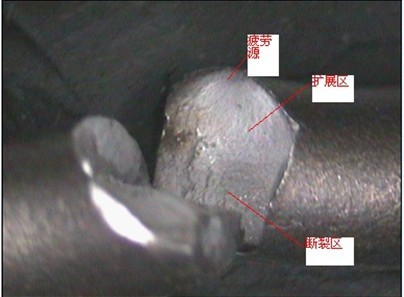
切刀口碰伤邻圈造成表面损伤。一般说这类表面缺陷都会造成局部应力集中而影响弹簧的疲劳寿命。而表面缺陷的形状与位置对使用寿命的影响也不一样,缺陷形状越尖锐,对寿命影响越大。另外通常螺旋弹簧的疲劳破坏都从内圈应力最大处开始且沿与钢丝轴线呈450角的方向产生破坏,故在450角的平面上若存在缺陷则影响最大,其它方向影响最小,横向表面缺陷则比纵向表面缺陷更为不利。
③ 磨面工序(垂直度)与整形不当造成的弹簧失效
磨加工是指将弹簧端面磨削平整的加工,这种加工仅用于螺旋压缩弹簧。而整形是使弹簧外形符合图纸和技术要求文件所要求的形态,整形包括弹簧的高度、垂直度的调整、弹簧直径与螺旋的修整和弹簧端部的并圈等。这些加工过程除了工艺和操作不当造成严重的不可修复的缺陷而使弹簧报废外。整形时造成的伤痕缺陷如擦伤、划痕、锤击压痕以及磨加工时造成的缺陷如撞头(自动磨簧机上常见的一种缺陷)、磨削退火和磨加裂纹也可导致弹簧的报废或在使用中失效。
① 进刀量大(造成弹簧变形、磨面退火)
② 磨削速度快(造成磨面退火)
③ 喷丸工序
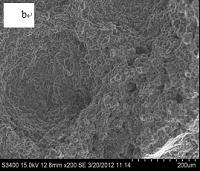
表面喷丸强化是提高弹簧疲劳寿命的有效方法。它是以高速度的弹丸喷射在零件表面上,使表面发生塑性变形,形成一定厚度的形变强化层。从应力装态看,表面层形成了较高的残余压应力,从而使弹簧的疲劳寿命得以提高,另外,喷丸强化处理还可以消除或减少一些在制造过程中难免会出现的表面划痕、压痕及表面脱碳等缺陷对疲劳寿命的影响。
喷丸用的罗马尼亚丸子
但是喷丸强化设备、工艺方法及操作水平对喷丸强化有很大的影响,如果制造者不把喷丸工艺当作一个重要的强化工艺,充分注意喷丸工艺的控制,也不进行工艺效果的必要检测,甚至把喷丸仅仅看作是弹簧热处理后进行表面清理的一个手段,那么喷丸处理不仅不能得到它应有的强化效果,甚至可能成为弹簧发生早期失效的诱因。

微信

QQ1:3097331788 QQ2:2601997959 QQ3:2993773635



