





















数控专用磨床砂轮架及横向进给部件设计
摘 要
这是一篇对数控专用外圆磨床砂轮架设计做出详细说明的文章。随着磨削技术的发展,磨床在加工机床中也占有重要的战略地位。磨削技术及磨床在机械制造业中也占有极其重要的位置。
本文由绪论、砂轮架设计、横向进给机构设计、总结和致谢等几个部分组成。
绪论部分阐述了磨床的种类,主要介绍的外圆磨床发展和背景,及其机床总体布局、主要部件结构和工艺特点的现状。
我主要是对砂轮架设计和横向进给部件设计做了详细的说明。例如: 砂轮架与进给系统的设计方案进行了筛选与比较,轴承的选定、主轴的校核等设计。对设计过程中应该避免的问题进行了重点强调。
最后通过总结来对此次设计做出一个回顾和对机床制造做出展望。
关键词:磨床,砂轮架,横向进给机构
第1章 绪 论
1.1概述
磨床是利用磨具对工件表面进行磨削加工的机床。大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
外圆磨床是使用的最广泛的,能加工各种圆柱形和圆锥形外表面及轴肩端面的磨床。万能外圆磨床还带有内圆磨削附件,可磨削内孔和锥度较大的内、外锥面。不过外圆磨床的自动化程度较低,只适用于中小批单件生产和修配工作。
内圆磨床的砂轮主轴转速很高,可磨削圆柱、圆锥形内孔表面。普通内圆磨床仅适于单件、小批生产。自动和半自动内圆磨床除工作循环自动进行外,还可在加工中自动测量,大多用于大批量的生产中。
平面磨床的工件一般是夹紧在工作台上,或靠电磁吸力固定在电磁工作台上,然后用砂轮的周边或端面磨削工件平面的磨床;无心磨床通常指无心外圆磨床,即工件不用顶尖或卡盘定心和支承,而以工件被磨削外圆面作定位面,工件位于砂轮和导轮之间,由托板支承,这种磨床的生产效率较高,易于实现自动化,多用在大批量生产中。
大型曲轴磨床工具磨床是专门用于工具制造和刀具刃磨的磨床,有万能工具磨床、钻头刃磨床、拉刀刃磨床、工具曲线磨床等,多用于工具制造厂和机械制造厂的工具车间。砂带磨床是以快速运动的砂带作为磨具,工件由输送带支承,效率比其他磨床高数倍,功率消耗仅为其他磨床的几分之一,主要用于加工大尺寸板材、耐热难加工材料和大量生产的平面零件等。
专门化磨床是专门磨削某一类零件,如曲轴、凸轮轴、花键轴、导轨、叶片、轴承滚道及齿轮和螺纹等的磨床。除以上几类外,还有珩磨机、研磨机、坐标磨床和钢坯磨床等多种类型。
我国生产的磨床走进了数字化的时代,而我们的社会也早已经走入了一个信息化的社会,每天人们都要接受大量的信息和处理大量的数据,仅靠纸和笔已经不能适应这个时代的要求,人们必须采取新的手段,于是信息技术进入我们的生活,计算机不再只是简单的计算工具,它已成为我们生活中处理大量信息和解决工作难题不可缺少的手段。一个国家要强大,要繁荣就要靠工业的发展来推动经济的发展,而机械行业又是我国工业的中流砥柱。随着我国机械行业的发展,机械设计必不可少而且越来越重要。设计师在对一个产品进行设计时,头脑中的图像“翻译”出来,描绘到图纸上。用它来进行指导生产和技术交流。这就是通常所说的二维工程图纸。二位工程图在手工和人控的机加工环境中起着重要的作用。人们一直期待着能够有一种手段,在产品正式生产前,能够直接把头脑重的三维图像模拟出来,以确认设计的可靠性。传统的方法是用模型的方法把实体实际地制造出来,既费时又费事还浪费资金。计算机的三维软件产生,实现了设计师的这一梦想,通过它把设计师头脑中的图像直接仿真到屏幕上,既形象又直观。可以说:应用三维软件进行设计是设计师思想不经“翻译”的直接反映,是自然的思维过程。因此,三维软件可以进行直观的交流,思想表达更准确、清晰。
1.2外圆磨床的发展概况和前景
外圆磨床是以砂轮磨削各种轴类零件外圆的磨床,是现代精密机械加工必不可少的重要设备。国外外圆磨床一般包括普通外圆磨床,万能外圆磨床,卡盘外圆磨床,无心外圆没出,专门外圆磨床(曲轴、凸轮、轧騉磨床),其他外圆磨床等。国外的外圆磨床生产历史较长,使用较广,第一台外圆磨床由美国布朗-夏普(Brown&Sharpe) 公司于1864年造出的,至今已有一百多年历史。二十世纪七十年代以来,由于经济危机的影响,各国外圆磨床的产量,按台份计,一般占磨床的15~25%左右,产值一般占30~40%,但都有下降。目前生产外圆的主要国家是美国、西德、瑞士、苏联、日本、英国等。美国由于汽车、拖拉机、工具、宇航、电子、武器、飞机制造等工业比较发达,外援磨床产值较高,制造工厂较多,偏重于提高机床效率和自动化程度。西德的外圆磨床,尤其是大型、精密、高效自动化外圆磨床都是具有世界第一流的规模和水平。瑞士的外圆磨床产量虽不多,但精度高而稳定,精密外圆磨床在世界上仍然领先,并且声誉最高。苏联从1838年开始生产外圆磨床,七十年代以来,为了同美帝国争霸,发展也很快,大部分进行了更新,水平也有很多提高。日本的外圆磨床积极引进国外名牌产品,敢于采用新技术,目前已接近世界先进水平。英国由于其生产历史较长,产品质量较好,精度性能稳定,在世界上仍有一定地位和声誉。
七十年代以来,随着工业的发展和科学技术的进步,各种高速、强力、宽砂轮等高效磨削方式进一步向稳固扎实方向发展,各种自动数字进给、自动测量、自动修整补偿、砂轮自动平衡等自动化迅速采用,以微处理器为代表的数控技术的发展突飞猛进,计算机技术、有限单元法、人机工程学崭新技术向外圆磨床的渗透和传统技术的结合,使外圆磨床的生产效率、自动化程度、加工精度、动态特性、操作性能、三化水平都提高到一个新的水平。
目前,国内外圆磨床总的发展趋势,主要使提高机床的效率、自动化程度和精度这三个方面:
1. 提高磨床的生产效率,如正在大力发展高速磨削(60米/秒以上),强力磨削,多砂轮磨削(多至十片砂轮),宽砂轮磨削(宽达300毫米以上),衡压力磨削和砂带磨削的磨床。
2. 提高磨床自动化程度,特别是大力发展“机械加工中心”机床,数字程序控制和适应控制磨床。
3. 提高磨床精度,采用静压、空气轴承、静压导轨、微量进给等新技术。
1.3外圆磨床典型部件的功能介绍
1.3.1 机床总体布局
1. 机床焊接式矩形床身;
2. 垫板固定于后床身部;
3. 工作台置于床身的前部,V-平导轨上,由置于其下方与床身固定且与下工作台相连的工作台移动机构驱动实现控制运动;
4. 砂轮架置于垫板之上,实现工件及其回转运动控制;
5. 头尾架置于上下工作台之上,实现工件定位及回转运动控制;
6. 机床操纵电箱置于机床前防护内,量仪控制箱装入其中;
7. 机床控制电箱置于机床后,输入输出电缆从机床内走线;
8. 机床冷却水箱置于机床左后方,主轴润滑箱置于机床右后方;
9. 液压控制油箱、导轨润滑油箱置于机床左侧。
机床的总体布局关联着机床的性能、质量和整机的合理性。此次磨床的布局考虑到以下几个方面:
(1) 保证机床的刚度、精度、抗震性和稳定性。支撑部件应力求有足够的刚度,运动部件在不影响刚度的条件下,尽可能的做到体积小,重量轻;
(2) 传动系统力求简短,达到结构简单,提高传动精度和效率;
(3) 机床操作、调整要简易,装拆、维修要方便,排屑、冷却要畅通,连锁、防护要安全可靠;
(4) 机床的外形轮廓应平整、大方、调和,既要排斥不求实效的追求“线型”,又要反对“粗、大、傻”的外形。
1.3.2 主要部件结构
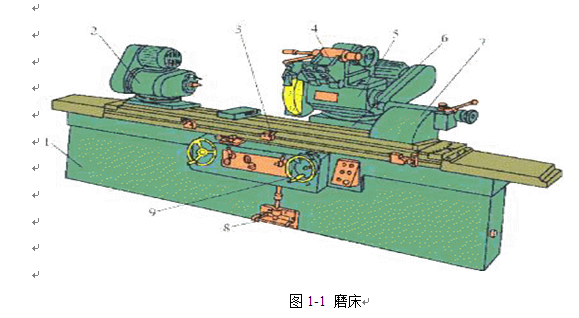
外圆磨床分为普通外圆磨床和万能外圆磨床,其中万能外圆磨床是应用最广泛的磨床。在外圆磨床上可磨削各种轴类和套筒类工件的外圆柱面、外圆锥面以及台阶轴端面等。M1432A型万能外圆磨床的外形图如图1-1。M1432A编号的意义是:M—磨床类;1—外圆磨床组;4—万能外圆磨床的系别代号;32—最大磨削直径的1/10,机最大磨削直径为320mm;A—在性能和结构上作过一次重大改进。
(1)磨床的主要部件
(a)床身 床身1是磨床的基础支承件,在它的上面装有砂轮架5、工作台3、头架2、尾座7及横向滑鞍等部件,使这些部件在工作时保持准确的相对位置。床身内部用作液压油的油池。
(b)头架 头架2用于安装及夹持工件,并带动工件旋转,头架在水平面内可逆时针方向转90°。
(c)内圆磨具 内圆磨具4用于支承磨内孔的砂轮主轴,内圆磨具主轴由单独的电动机驱动。
(d)砂轮架 砂轮架5用于支承并传动高速旋转的砂轮主轴。砂轮架装在滑鞍6上,当需磨削短圆锥面时,砂轮架可以在水平面内调整至一定角度位置(±30°)。
(e)尾座 尾座7和头架2的顶尖一起支承工件。
(f)滑鞍及横向进给机构 转动横向进给手轮9,可以使横向进给机构带动滑鞍6及其上的砂轮架作横向进给运动。
(g)工作台 工作台3由上下两层组成。上工作台可绕下工作台的水平面内回转一个角度(±10°),用以磨削锥度不大的长圆锥面。上工作台的上面装有头架2和尾座7,它们可随着工作台一起,沿床身导轨作纵向往复运动。
目 录
中文摘要 --------------------------------------------------------------------------------------------------Ⅰ
ABSTRACT--------------------------------------------------------------------------------------------------Ⅱ
第1章 绪 论 1
1.1概述 1
1.2外圆磨床的发展概况和前景 2
1.3外圆磨床典型部件的功能介绍 3
1.3.1 机床总体布局 3
1.3.2 主要部件结构 3
(1)磨床的主要部件 3
(2)外圆磨床外观图 4
1.4课题内容和意义 4
第2章 数控专用磨床砂轮架设计 5
2.1砂轮架设计要点 5
2.1.1主轴旋转精度及提高措施 5
(1)主轴旋转精度 5
(2)提高主轴旋转精度的措施 5
2.1.2主轴系统的振动、发热及其降低措施 7
(1)主轴系统的振动与发热 7
(2)减小振动措施 7
(3)降低发热的措施 7
2.2主轴设计及计算 7
2.2.1主轴强度计算校核 7
(1)选择轴的材料,确定许用应力 7
(2)按扭矩强度估算轴的最小直径 8
(3)主轴砂轮上的作用力的计算 8
(4)主轴的结构设计 8
(5)校核轴的强度 9
2.3轴承的选择与计算 10
第3章 横向进给部件设计 13
3.1横向进给部件的设计要求 13
3.2横向进给部件的机械传动设计 13
3.3滚珠丝杠的设计和计算 14
3.3.1滚珠丝杠副传动特点与应用 14
3.3.2滚珠丝杠副的结构形式 14
3.3.3滚珠丝杠的支承与轴承 15
3.3.4滚珠丝杠副的选用与计算 17
3.4直线滚珠导轨的设计与寿命计算 18
3.4.1直线滚珠导轨的设计 18
3.4.2直线滚动导轨的寿命计算 19
3.5横向进给部件装配图 20
第4章 总结 21
致 谢 22
参考文献 23
参考文献
(1)数控机床 方 健等 著 上海理工大学
(2)金属切削机床 顾熙棠等 主编 上海科技出版社
(3)数控机床应用与维修 曹 琰 著 电子工业出版社
(4)数控机床(第三版) 吴祖育 秦鹏飞 著 上海科技出版社
(5)机床设计手册 《机床设计手册》编写组编写 机械工业出版社
(6)工程设计手册 《工程设计手册》编写组编写 机械工业出版社
(7)中国机械行业标准(JB/T2548.3-1999) 国家机械工业局发布
(8)机械制图与CAD基础 上官文菁, 裘文言 上海理工大学
(9)AutoCAD 2000 从入门到精通 天一工作室 北京希望电子出版社
(10)F.Koenigsberger, Design Principles of Metal~cutting Machine Tools, London:Pergamon Press
(11)Gilbert Kivenson.The Art and Scinence of Inventing(2nd.ed).VNR Co.1982
(12)Bell and Roller Screws,Engineering Material and Design.19(12),1975
(13)Mechanical Drive(Reference Issue).Machine Design.52(14),1980
(14)Rajput R K.Elenments of Mechanical Engineering. Katson Publ.House,1985
(15)Sors L.Fatigue Design of Machine Components. Oxford: Pergamon Press,1971
代写电子工程专业毕业设计请登录:http://www.bysj1.com/html/4370.html




