





















转向螺母智能制造工艺方案设计(代做机械制造毕业设计)
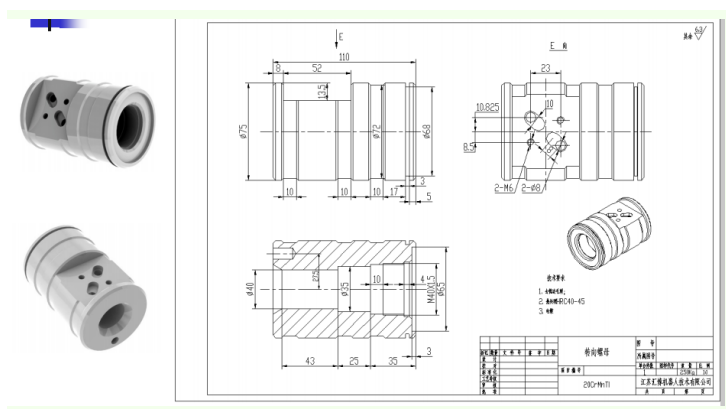
摘要:依据转向螺母(NT7058A-3411304)参考样图、加工面编号,拟采用数控车削中心、数控车床、四轴立式加工中心、三轴加工中心四台设备组成加工流水线,编制加工转向螺母制造工艺方案。并且,根据加工条件,设计工装夹具,绘制夹具装配图。
关键词:转向螺母,智能制造,设备,工艺方案,工装夹具
Design of intelligent manufacturing technology for steering nut
Abstract: according to the steering nut NT7058A-3411304 reference drawings, surface processing number, intends to use CNC turning and milling center, CNC lathe, four axis vertical machining center, three axis machining center, four sets of equipment composition processing line, processing system steering nut manufacturing process. And according to the processing conditions, design of fixture, the fixture assembly drawing.
Key words: steering nut, intelligent manufacturing, equipment, process plan, fixture
目录
第一章 绪论 1
1.1课题研究的目的 1
1.2课题研究的意义 1
第二章 原工艺文件中零件的分析 3
1.1零件的功能 3
1.2零件的造型 4
1.3零件的工艺分析 4
第二章 原工艺文件中零件工艺规程分析 5
2.1工序10的分析 5
2.2工序15的分析 6
2.3工序20的分析 7
2.4工序25的分析 7
2.5工序30的分析 8
2.6工序35的分析 9
2.7工序40的分析 10
2.8工序45的分析 11
2.9工序50的分析 12
2.10工序55的分析 13
2.11工序60的分析 13
第三章 制定智能制造零件工艺规程 15
3.1现有生产条件分析 15
3.2重新选择定位基准 19
3.3拟定新的零件加工工艺路程 21
3.4填写新工序卡片 22
第四章 结论与展望 24
小结致谢 25
参考文献 26
第一章 绪论
1.1课题研究的目的
这次,我们六位同学组成的团队得到的课题为工程设计类课题。课题要求我们根据企业的招投标文件要求,在研读旧的(已有的、成熟的、非智能化制造)工艺文件的基础上,搜集机械制造行业内的有关文选,运用所学到机械工艺的知识,使用Auto-CAD、UG NX、PROENGINEER工程软件以及MICRO-OFFICE,ADOBE ACROBAT等文本、图形处理软件,在指导老师的指导下,通过团队的合作与分工,设计转向螺母智能制造工艺。重点为制造工艺方案的创新、工装夹具的设计、检验方法的创新及工艺方案的可行性做研究。
1.2课题研究的意义
智能制造(Intelligent Manufacturing,IM)是一种由智能机器和人类专家共同组成的人机一体化智能系统。它在制造过程中能进行智能活动,如分析、推理、判断、构思及决策等。通过人与智能机器的合作,去扩展和部分地取代人类专家在制造过程中的脑力劳动和体力劳动,做到生产无人化。它把制造自动化的概念更新,扩展到柔性化、智能化和高度集成化。
毫无疑问,智能化是制造自动化的发展方向。在制造过程的各个环节几乎都广泛应用人工智能技术。而人工智能技术尤其适合于解决特别复杂和不确定的问题。但同样显然的是,要在企业制造的全过程中全部实现智能化,如果不是完全做不到的事情,至少也是在遥远的将来。
智能制造系统的本质特征是个体制造单元的"自主性"与系统整体的"自组织能力",其基本格局是分布式多自主体智能系统。基于这一思想,同时考虑基于Internet的全球制造网络环境,可以提出适用于中小企业单位的分布式网络化IMS的基本构架。一方面通过Agent赋予各制造单元以自主权,使其自治独立、功能完善;另一方面,通过Agent之间的协同与合作,赋予系统自组织能力。
工业4.0时代,随着信息技术向制造业全面渗入,可实现对生产要素的高灵活配置和大规模定制化生产,由此打破传统的生产流程、生产模式及管理方式。
未来是智能联网式生产的时代,不仅是单一工厂、而是企业多个工厂之间将通过联网构建起虚拟制造体系,为企业生产提供全面智能支持。而标准化、模块化和数字化的产品设计,是实现智能生产的前提。
一、选题简介、意义
近年来,毫无疑问,智能化是制造自动化的发展方向。在制造过程的各个环节几乎都广泛应用人工智能技术。专家系统技术可以用于工程设计,工艺过程设计,生产调度,故障诊断等。也可以将神经网络和模糊控制技术等先进的计算机智能方法应用于产品配方,生产调度等,实现制造过程智能化。因此,在智能制造系统中,高素质、高智能的人将发挥更好的作用,机器智能和人的智能将真正地集成在一起,互相配合,相得益彰。
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺过程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。 机械加工工艺就是在流程的基础上,改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品,是每个步骤,每个流程的详细说明,比如,上面说的,粗加工可能包括毛坯制造,打磨等等,精加工可能分为车,钳工,铣床,等等,每个步骤就要有详细的数据了,比如粗糙度要达到多少,公差要达到多少。 技术人员根据产品数量、设备条件和工人素质等情况,确定采用的工艺过程,并将有关内容写成工艺文件,这种文件就称工艺规程。这个就比较有针对性了。每个厂都可能不太一样,因为实际情况都不一样。 总的来说,工艺流程是纲领,加工工艺是每个步骤的详细参数,工艺规程是某个厂根据实际情况编写的特定的加工工艺。
本次设计主要是团队合作,这样不仅可以巩固自己所学的专业知识,而且还可以培养自己的团队意识,以便于自己在以后工作中能更好的发展。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
1、课题研究
转向螺母智能制造工艺方案设计
2、主要研究的内容
(1)根据零件加工要求和企业现有设备等具体情况,编制合理的机械加工工艺,并制订相关工艺文件;
(2)针对转向螺母铣削,利用数控机床加工特点,设计专用夹具,满足加工要求。
3、预期目标
1)制定指定零件(或零件组)的机械加工工艺规程,编制机械加工工艺卡片,选择所用机床、夹具、刀具、量具、辅具; 2)对所制定的工艺进行必要的分析论证和计算;
3)确定毛坯制造方法及主要表面的总余量;
4)确定主要工序的工序尺寸、公差和技术要求;
5)对主要工序进行工序设计,编制机械加工工序卡片,画出的工序简图,选择切削用量;
6)编写设计说明书。
4、研究步骤,方法与措施
(1)分析设计对象 阅读零件图,了解其结构特点、技术要求及其在所装配部件中的作用(如有装配图,可参阅)。分析时着重抓住主要加工面的尺寸、形状精度、表面粗糙度以及主要表面的相互位置精度要求,做到心中有数。
(2)确定毛坯制造方法及总余量,画毛坯图 确定毛坯种类和制造方法时应考虑与规定的生产类型(批量)相适应。对应锻件,应合理确定其分模面的位置,对应铸件应合理确定其分型面及浇冒口的位置,以便在粗基准选择及确定定位和夹紧点时有所依据。 查手册或访问数据库,确定主要表面的总余量、毛坯的尺寸和公差。如若对查表值或数据库所给数据进行修正,需说明修正的理由。 绘制毛坯图。毛坯轮廓用粗实线绘制,零件实体用双点画线绘制,比例尽量取1:1。毛坯图上应标出毛坯尺寸、公差、技术要求,以及毛坯制造的分模面、圆角半径和拔模斜度等。
(3)制定零件工艺规程 零件的结构、技术特点和生产批量将直接影响到所制定的工艺规程的具体内容和详细程度,这在制定工艺路线的各项内容时必须随时考虑到。
1)表面加工方法的选择 针对主要表面的精度和粗糙度要求,由精到粗地确定各表面的加工方法。可查阅工艺手册中典型表面的典型加工方案和各种加工方法所能达到的经济加工精度,选择与生产批量相适应的加工方案和加工方法,对其它加工表面也作类似处理。
2)定位基准的选择 根据定位基准的选择原则,并综合考虑零件的特征及加工方法,选择零件表面最终加工所用精基准和中间工序所用的精基准以及最初工序的粗基准。
3)拟定零件加工工艺路线 根据零件加工顺序安排的一般原则及零件的特征,拟定零件加工工艺路线。在各种工艺资料中介绍的各种典型零件在不同产量下的工艺路线(其中已经包括了工艺顺序、工序集中与分散和加工阶段的划分等内容),以及在生产实习和工厂参观时所了解到的现场工艺方案,皆可供设计时参考。 对热处理工序、中间检验、清洗、终检等辅助工序,以及一些次要工序(或工步)如去毛刺、倒角等,应注意在工艺方案中安排适当的位置,防止遗漏。
4)选择各工序所用机床、夹具、刀具、量具和辅具 机床及刀、夹、量、辅具类型的选择应与设计零件的生产类型、零件的材料、零件的外形尺寸和加工表面尺寸、零件的结构特点、该工序的加工质量要求以及生产率和经济性等相适应,并应充分考虑工厂的现有生产条件,尽量采用标准设备和工具。机床及工艺装备的选择可参阅有关的工艺、机床和刀、夹、量、辅具手册,也可访问数据库。
5)工艺方案和内容的论证 根据设计零件的不同的特点,可有选择地进行以下几方面的工艺论证:
对比较复杂的零件,可考虑两个甚至更多的工艺方案进行分析比较,择优而定,并在说明书中论证其合理性。
当设计零件的主要技术要求是通过两个甚至更多的工序综合加以保证时,应用工艺尺寸链方法加以分析计算,从而有根据地确定有关工序的工序尺寸公差和工序技术要求。
对于影响零件主要技术要求且误差因素较复杂的重要工序,需要分析论证如何保证该工序技术要求,从而明确提出对定位精度、夹具设计精度、工艺调整精度、机床和加工方法精度甚至刀具精度(若有影响)等方面的要求。
④其它的在设计中需要应加以论证分析的内容。
(6)填写工艺过程卡片 工艺过程卡片的格式可参考图S0-1。该工艺过程卡片的格式较工厂所用的工艺过程卡片(实际上各行各业甚至各工厂其卡片格式也不尽相同)有所简化,更适于学习阶段使用。机械加工以前的工序如铸造、人工时效等在工艺工程卡片中要有所记载,但不编工序号,工艺过程卡片在课程设计中只填写本次课程设计所涉及到的内容。
(7)机械加工工序设计 对于重要的加工工序,要求进行工序设计,其主要内容包括:
1)划分工步 根据工序内容及加工顺序安排的一般原则,合理划分工步。
2)确定工序尺寸及公差 对简单加工的情况,工序尺寸可由后续加工的工序尺寸加上名义工序余量简单求得,工序公差可用查表法按加工经济精度确定。对加工时有基准转换的较复杂的情况,需用工艺尺寸链来求算工序尺寸及公差。
3)填写主要工序的工序卡并画出工序简图 课程设计用简化的工序卡片格式见图S0-2。在工序卡上要求绘制出工序简图。
参考文献
[1] 刘守勇·机械制造工艺与机床夹具[M]·北京:机械工业出版社,2004
[2]周世学·机械制造工艺与夹具·北京:北京理工大学出版社,1999
[3]张世昌·机械制造技术基础·北京:高等教育出版社,2005
[4]丁年雄·机械加工工艺辞典·北京:学苑出版社,1998
[5]朱正心·机械制造技术·北京:机械工业出版社,2004
[6]王宪魁·机械制造工艺学·北京:机械工业出版社,2002
[7]徐嘉元、曾家驹主编,机械制造工艺学(含机床夹具设计),机械工业出版社1999、
[8]孟宪栋、刘彤安主编,机床夹具设计手册,机械工业出版社,1999
[9]赵雪松、任小中、于华主编,机械制造装备设计,华中科技大学出版社,2009
[10]陈立德主编,机械制造装备设计课程设计,高等教育出版社,2007
[11]徐觐 主编.《机械设计手册》(1-5).北京:机械工业出版社.1993
[12]南通大学投标文件
http://www.bysj1.com/search.asp?key=%B5%A5%C6%AC%BB%FA
http://www.bysj1.com/search.asp?key=plc




