




20钢轴承套圈热处理工艺设计
摘要:在本文中,讲述了对20钢轴承套圈进行适合的热处理工艺,通过不同的加热温度和保温时间分别进行试验,再将得出的数据进行分析。通过众多的数据和图表显示分析得出最适合轴承套圈的热处理工艺设计。
关键词:20钢;轴承套圈; 热处理工艺
Abstract:IIn this article,tells the story of 20 steel bearing ring for appropriate heat treatment process,through different experiments respectively,and the heating temperature and holding time on the analysis of the data,through the analysis of the data and chart shows many concluded that the most syutable heat treatment process of bearing ring.
Keywords:20 steel; bearing ring;Heat treatment Process
一、前言
轴承套圈 (bearing ring)是具有一个或几个滚道的向心滚动轴承的环形零件。
本文中设计选择20钢材料,20钢优质低碳碳素钢,冷挤压、渗碳淬硬钢。该钢强度低,韧性、塑性和焊接性均好。抗拉强度为355~500MPa,伸长率≥24%。
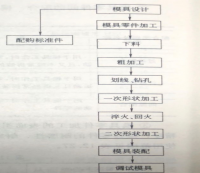
要让20钢材料获得符合轴承套圈的使用要求,材料做了以下热处理的工艺设计:
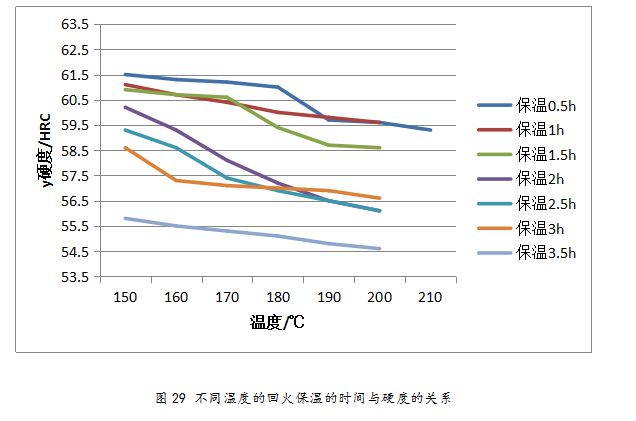
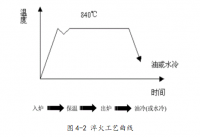
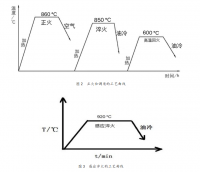
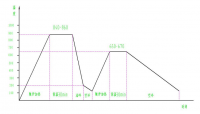
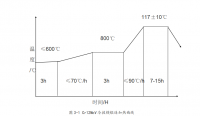
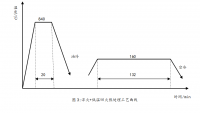
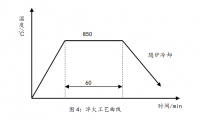
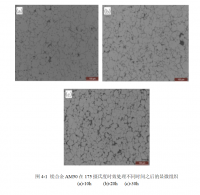
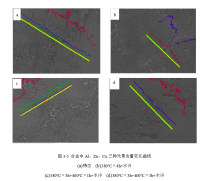
首先材料的预先热处理选择的是完全退火,这一热处理可以使材料消除内应力,组织变得均匀,方便后续的切削加工。完全退火的试验加热温度设计为820。4℃、830.4℃、840.4℃、850.4℃、860.4℃870.4℃、880.4℃、890.4℃900.4℃、,加热完成后进行保温,保温的时间分别设计为1.03h、1.53h、2.03h、2.53h、3.03h、3.53h、4.03h、4.53h、5.03h;试验结束后统计数据然后进行分析,根据图表分析出最佳完全退火热处理的工艺,然后将最佳完全退火热处理工艺处理后的试样进行渗碳处理,渗碳处理设置加热温度为890.4℃、900.4℃、910.4℃、920.4℃、930.4℃、940.4℃、950.4℃,加热完成后保温时间是1.53h、2.03h、2.53h、3.03h、3.53h、4.03h、4.53h;然后根据统计的数据和图表分析出最佳渗碳工艺,确定了最佳渗碳工艺后将最佳渗碳工艺处理后的试样进行下一步的淬火热处理试验,分别加热到温度为800.4℃、810.4℃、820.4℃、830.4℃、840.4℃、850.4℃、860.4℃、870.4℃,加热完成后进行保温,保温的时间分别是8.03min、12.03min、16 .03min、20.03min、24.03 min、28.03min、32.03min、36.03min进行试验,试验结束后进行数据的统计并分析,得出最佳的淬火热处理理工艺;然后将最佳淬火热处理工艺处理过后的试样进行回火优化热处理,加热温度分别为150.4℃、160.4℃、170.4℃、180.4℃、190.4℃、200.4℃、210.4℃,加热完成后进行保温,保温的时间分别是0.53h、1.03h、1.53h、2.03h、2.53h、3.03h、3.53h。然后试验结束后根据统计的数据和图标的分析判断出最佳的回火优化热处理工艺。
综合所有试验的数据以及分析,就可以判断出20钢轴承套圈的最佳热处理工艺。
二、轴承套圈的性能条件
2.1、轴承套圈符合工作的基本条件
轴承套圈是轴承中最重要的承受载荷的零件,它是非常脆弱并且容易消耗的部位,所以轴承套圈应该要具有比较高的耐磨性和良好的耐疲劳性等一些性能。
2.2、轴承套圈损坏的方式
1、疲劳:这是轴承套圈一类零件里面最常见的损坏方式,主要原就是轴承套圈的往复运动会导致轴承套圈的疲劳,这一类的损坏没有补救的方法,只有提前去检测才能被发现,如果没有及时发现的话会导致零件断裂,造成不可估量的后果。
2、断裂:这是最危险的损坏方式,直接断裂会使零件停止工作或者不能工作。
3、磨损:这也是轴承套圈中最常见的损坏方式。因为轴承套圈活动会致使套圈和填料之间总会有经常磨擦,长时间以来就会产生一定的磨损。
一、选题简介、意义
轴承套圈是一个具有一个或者几个滚道德向心滚动轴承的环形零件。1、内圈:滚道在外表面的轴承套圈2、外圈:滚道在外表面的轴承套圈。3、圆锥内圈:圆锥磙子轴承的内圈4、双滚道圆锥内圈:有双滚道的圆锥滚子轴承内圈5、双滚道圆锥外圈:有双滚道德圆锥滚子轴承外外圈6、锁扣内圈:一个肩全部或者部分被去掉的沟型球轴承内圈。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
课题研究:
轴承套圈材料的加工工艺,20钢生产的主要研究课题,本研究根据现有的轴承套圈材料的市场和提高热处理的过程中找到最合适20钢实现轴承套圈制造技术。
研究内容:
首先大量的数据,了解20钢轴承套圈的热处理过程的信息、研究和整理,然后根据安排一系列相关实验的实施,热处理工艺和最终数据与实验数据获得了最好的20钢轴承套圈
要解决的问题:热处理的具体工艺参数及其可靠性。
方法及措施:
预期目标:
通过合理的热处理工艺存在的缺陷和不足,研究和改进,以获得更好的20钢组织和性能。
1.请教老师
2.查阅图书馆及网络的资料
3.多进行市场调研
4.去生产厂家调研
三、设计(论文)体系、结构(大纲)
一、前言
二、20钢轴承套圈性能要求
2.1、20钢轴承套圈服役条件
2.2、20钢轴承套圈失效形式
2.3、20钢轴承套圈主要性能要求
三、20钢材料分析
3.1、20钢材料分析
3.2、20钢的合金元素作用
3.3、 20钢的主要用途
四、20钢轴承套圈工艺分析
4.1、预先热处理
4.2、最终热处理
五、20钢轴承套圈热处理工艺优化
5.1、预先热处理工艺-完全退火
5.2、最终热处理(渗碳优化)
5.3、最终热处理(淬火优化)
5.4、最终热处理(回火优化)
六、结论
参考文献
[1]刘云旭.金属热处理原理[M],北京:机械工业出版社,1981.
[2]唐殿福主编.热处理技术.上[M].辽宁.辽宁科学技术出版社 2015.2.
[3]候豁然、刘清友、孙新军、董翰.淬火冷却速度对碳素钢对显微组织的影响[J].钢铁.2004.
[4]刘永铨.钢的热处理[M].北京:冶金工业出版社,1981.
[5]高朝祥.金属材料及热处理[M].北京化学工业出版社。2007.
[6]杨满.热处理工艺参数手册[M].机械工业出版社.2013
[7]马伯龙.热处理工艺设计与选择[M].机械工业出版社.2013.
[8]夏建元、曾大新、张红霞等编著金属材料彩色金相图谱[M].机械工业出版社.2013.
[9]王永康.45钢热处理工艺节能途径分析[J].能源研究与信息.2004.
[10]束德林.金属力学性能[M].机械工业出版社.1995.




