





















车床尾座套筒的CAD设计及加工工艺编制
摘要
车床尾座套筒是机械产品中常见的套类零件,本设计为车床尾座套筒零件的机械加工工艺规程,包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构, 并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件,分析夹具结构的合理性,用本文的方案设计的夹具结构合理,操作和维护方便,符合提高加工零件劳动生产率的要求。
关键词:车床尾座套筒;工艺规程;定位基准;
TECHNICAL SCHEDULE OF ENGINE LATHE TAILSTOCK SLEEVES
ABSTRACT
Engine lathe tailstock sleeves is parts of normal machine products,this design is about its technical schedule ,it consists of three parts,they are technology design 、process planning and special fixture design.Analysis to the parts is the first in technology design, design rough structure,choose the right work pushing , design process route;and than calculating process dimension of each workingstep, tooling and machining data is the pivotal issue ;at last design the special fixture,choose and design every component part ,for
example, setting element , clamping element, booting element, jig body and other parts. Analysis the instrumental rationality of the fixture structure, schematic design of this text is rational and Easy operation and maintenance, meet the increased processing requirements of parts labor productivity.
Key words: engine lathe tailstock sleeves; technical schedule; locating datum
目 录
1绪论 1
1.1本设计的内容及义 1
1.2课题背景知识 1
1.2.1零件的功能 1
1.2.2车床相关知识介绍 2
1.2.3机械制造工艺技术相关知识 3
2车床尾座套筒的机械加工工艺规程设计 8
2.1零件的工艺分析及生产类型的确定 8
2.1.1零件的作用 8
2.1.2确定零件的生产类型 8
2.1.3零件的工艺分析 9
2.2工艺规程设计 9
2.2.1确定毛坯的制造形式 9
2.2.2基准的选择 10
2.2.3制定工艺路线 11
2.2.4机械加工余量、工序尺寸、及毛坯尺寸的计算 13
2.2.5绘制毛坯图 14
2.2.6确定切削用量及基本工时 15
3车床尾座套筒零件专用夹具选用 32
3.1确定夹具的结构方案 32
3.1.1确定定位方案、选择定位元件 32
3.1.2确定夹紧机构 34
3.1.3确定辅助定位装置 34
3.2具体使用说明 34
3.2.1夹具使用说明 36
4 总结 38
参考文献 39
致谢 40
附录 41
附录 A 41
附录B 43
1 绪 论
1.1本设计的内容及意义
本次设计是在我们学完了大学的全部基础课,技术基础课以及专业课之后而进行。此次的设计是对大学期间所学各课程及相关的应用绘图软件的一次深入的综合性的总复习,也是一次理论联系实际的训练。其目的在于:
1.巩固我们在大学里所学的知识,也是对以前所学知识的综合性的检验;
2.加强我们查阅资料的能力,熟悉有关资料;
3.树立正确的设计思想,掌握设计方法,培养我们的实际工作能力;
4.通过对车床尾座套筒零件的机械制造工艺设计,使我们在机械制造工艺规程设计,工艺方案论证,机械加工余量计算,工艺尺寸的确定,编写技术文件及查阅技术文献等各个方面受到一次综合性的训练。初步具备设计一个中等复杂程度零件的工艺规程的能力。
5.能根据被加工零件的技术要求,运用夹具设计的基本原理和方法,学会拟定夹具设计方案,完成夹具结构设计,初步具备设计出高效,省力,经济合理并能保证加工质量的专用夹具的能力。
6.通过零件图,装配图绘制,使我们对于 AutoCAD 绘图软件的使用能得到进一步的提高。
本次设计的主要内容为:首先运用 AutoCAD 软件绘制车床尾座套筒零件的二维零件图,然后根据图纸的技术要求等确定生产类型,经分析本次设计的零件年产量为 10000 件,属大批量生产。其次进行工艺分析,确定毛坯类型和制造方法,车床尾座套筒零件的材料为 45 钢,拟采用以锻造的形式进行毛坯的制造,并确定零件的机械加工工艺路线,完成机械加工工序设计,进行必要的经济分析。最后,对某道加工工序进行夹具装配图及主要零件图的设计。
1.2课题背景知识
1.2.1零件功能
本设计所设计的零件是车床尾座套筒零件,车床尾座套筒的应用十分广泛,因为它
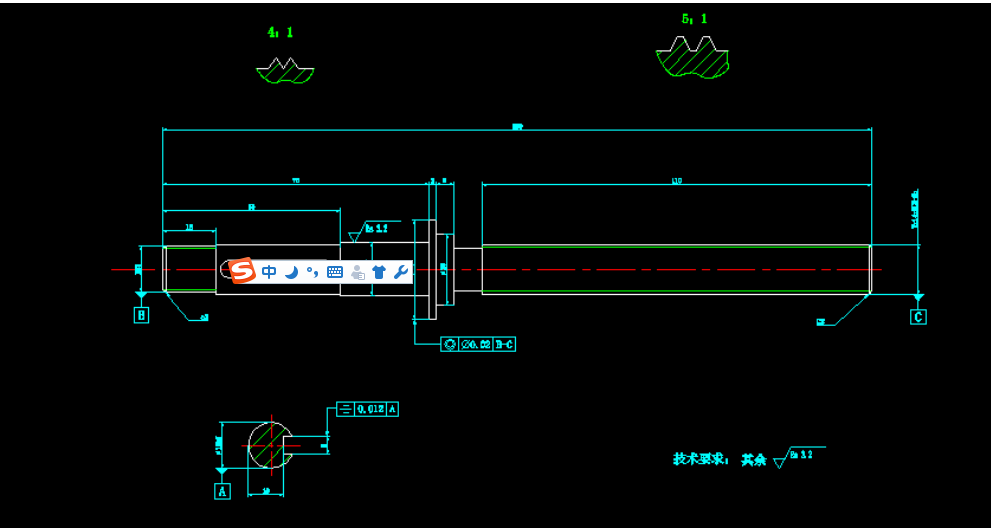
是车床的重要部件。它位于车床的主轴上。主要作用是使工件前后同轴并定心加工,零件的一端有莫氏 4 号锥孔,用以装夹顶针,钻头,绞刀,等工具,由于锥孔锥度很小, 利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便地拆卸。零件键槽 8+0.085 ㎜的作用是防止钻头和顶尖旋转,并可以传递扭矩。
1.2.2车床相关知识介绍
车床是主要用车刀对旋转的工件进行车削加工的机床。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床。铣床和钻床等旋转加工的机械都是从车床引伸出来的。
古代的车床是靠手拉或脚踏,通过绳索使工件旋转,并手持刀具而进行切削的。脚踏车床
1797 年,英国机械发明家莫兹利创制了用丝杠传动刀架的现代车床,并于 1800 年采用交换齿轮,可改变进给速度和被加工螺纹的螺距。1817 年,另一位英国 人罗伯茨采用了四级带轮和背轮机构来改变主轴转速。
为了提高机械化自动化程度,1845 年,美国的菲奇发明转塔车床。
1848 年,美国又出现回轮车床
1873 年,美国的斯潘塞制成一台单轴自动车床,不久他又制成三轴自动车床。
20 世纪初出现了由单独电机驱动的带有齿轮变速箱的车床。
第一次世界大战后,由于军火、汽车和其他机械工业的需要,各种高效自动车床和专门化车床迅速发展。为了提高小批量工件的生产率,40 年代末,带液压仿形装置的车床得到推广,与此同时,多刀车床也得到发展。50 年代中,发展了带穿孔卡、插销板和拨码盘等的程序控制车床。数控技术于 60 年代开始用于车床,70 年代后得到迅速发展。
普通车床 主要组成部件有:主轴箱、交换齿轮箱、进给箱、溜板箱、刀架、尾架、光杠、丝杠、床身、床脚和冷却装置。 主轴箱:又称床头箱,它的主要任务是将主电机传来的旋转运动经过一系列的变速机构使主轴得到所需的正反两种转向的不同转速, 同时主轴箱分出部分动力将运动传给进给箱。主轴箱中等主轴是车床的关键零件。主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的使用价值就会降低。 进给箱:又称走刀箱,进给箱中装有进给运动的变速机构,调整其变速机构,可得到所需的进给量或螺距,通过光杠或丝杠将运动传至刀架以进行切削。丝杠与光杠:用以联接进给箱与溜板箱,并把进给箱的运动和动力传给溜板箱,使溜板
箱获得纵向直线运动。丝杠是专门用来车削各种螺纹而设置的,在进行工件的其他表面车削时,只用光杠,不用丝杠。同学们要结合溜板箱的内容区分光杠与丝杠的区别。 溜板箱:是车床进给运动的操纵箱,内装有将光杠和丝杠的旋转运动变成刀架直线运动的机构,通过光杠传动实现刀架的纵向进给运动、横向进给运动和快速移动,通过丝杠带动刀架作纵向直线运动,以便车削螺纹。刀架:有两层滑板(中、小滑板)、床鞍与刀架体共同组成。用于安装车刀并带动车刀作纵向、横向或斜向运动。尾架:安装在床身导轨上,并沿此导轨纵向移动,以调整其工作位置。车床尾座套筒位于尾架之中,尾架主要用来安装后顶尖,以支撑较长工件,也可安装钻头、铰刀等进行孔加工。床身:是车床京都要求很高的带有导轨(山形导轨和平导轨)的一个大型基础部件。用于支撑和连接车床的各个部件,并保证各部件在工作时有准确的相对位置。冷却装置:冷却装置主要通过冷却水泵将水箱中的切削液加压后喷射到切削区域,降低切削温度,冲走切屑,润滑加工表面,以提高刀具使用寿命和工件的表面加工质量。
普通车床经经历了近两百年的历史。随着电子技术、计算机技术及自动化,精密机械与测量等技术的发展与综合应用,生产了机电一体化的新型机床一一数控机床。数控机床一经使用就显示出了它独特的优越性和强大生命力,使原来不能解决的许多问题, 找到了科学解决的途径。
但普通机床以其普及面广和操作方便,在市场上占有举足轻重的地位,到 2020 年我国的工业化基本实现之时,作为工作母机,普通机床都是社会生产力发展的重要工具。
参考文献
[1].王先逵 主编.机械制造工艺学[M].北京:机械工业出版社,2006
[2].崇 凯 主编. 机械制造技术基础课程设计指南[M].北京:化学工业出版社,2006
[3].邹 青 主编.机械制造技术基础课程设计指导教程[M].北京:机械工业出版社,2004
[4].孙丽媛 主编.机械制造工艺及专用夹具设计指导[M].北京:冶金工业出版社,2007
[5].郭克希 主编.机械制图.机械类、近机类[M].北京:机械工业出版社,2004
[6].徐学林 主编.互换性与测量技术基础[M].长沙:湖南大学出版社,2007
[7].吴宗泽 罗圣国 主编.机械设计课程设计手册[M].北京:高等教育出版社,2006
[8].余光国 马俊 主编.机床夹具设计[M].重庆:重庆大学出版社,1995
[9].程绪琦 主编.AutoCAD2008 中文标准教程[M].北京:电子工业出版社,2008.4
[10].杨叔子 主编.机械加工工艺手册[M].北京:机械工业出版社,2001.8
[11].邓文英 主编.金属工艺学 上册[M].北京:高等教育出版社,2001
[12].邓文英 主编.金属工艺学 下册[M].北京:高等教育出版社,2001
[13].李益民 主编.机械制造工艺设计简明手册[M].北京:机械工业出版社,1994.7
[14].艾 兴 主编.切削用量简明手册第三版[M].北京:机械工业出版社,1994.6
[15].贾亚洲 主编.金属切削机床概论[M].北京:机械工业出版社,1996.5



