





















绝缘外壳
一般工厂的塑胶部都拥有从小到大各种型号的注射机。中等型号的占大部分,小型和大型的只占一小部分。所以我们不必过多的考虑注射机型号。具体到这套模具,厂方提供的注射机型号和规格以及各参数如下:
注射量:95g
锁模力:120T
模板大小:400×550
开模距离:
推出形式: 推出位置: 推出行程:
三. 分型面位置的确定
如何确定分型面,需要考虑的因素比较复杂。由于分型面受到塑件在模具中的成型位置、浇注系统设计、塑件的结构工艺性及精度、嵌件位置形状以及推出方法、模具的制造、排气、操作工艺等多种因素的影响,因此在选择分型面时应综合分析比较,从几种方案中优选出较为合理的方案。选择分型面时一般应遵循以下几项原则:
1) 分型面应选在塑件外形最大轮廓处。
2) 便于塑件顺利脱模,尽量使塑件开模时留在动模一边。
3) 保证塑件的精度要求。
4) 满足塑件的外观质量要求。
5) 便于模具加工制造。
6) 对成型面积的影响。
7) 对排气效果的影响。
8) 对侧向抽芯的影响。
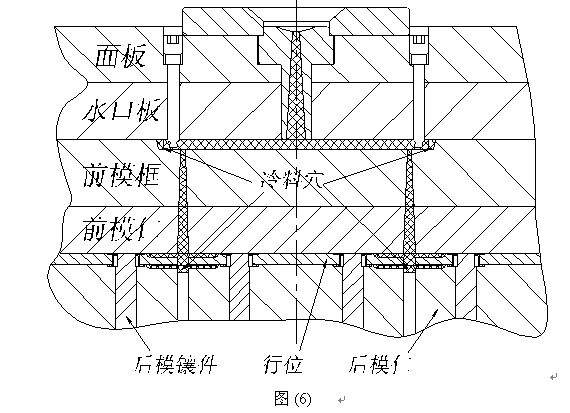
其中最重要的是第5)和第2)、第8)点。为了便于模具加工制造,应尽是选择平直分型面工易于加工的分型面。如下图所示,采用A-A这样一个平直的分型面,前模(即定模)做成平的就行了,胶位全部做在后模(即动模),大简化了前模的加工。A-A分型面也是整个模具的主分模面。下图中虚线所示的B-B和C-C分型面是行位(即滑块)的分型面。这样选择行位分型面,有利于线切割行位以及后模仁和后模镶件这些成型零件。分型面的选择应尽可能使塑件在开模后留在后模一边,这样有助于后模设置的推出机构动作,在下图中,从A-A分型,了B-B处的行位向左移开,C-C处的行位向右移开后,由于塑件收缩会包在后模仁和后模镶件上,依靠注射机的顶出装置和模具的推出机构推出塑件。
目 录
一. 拟定模具结构形式 1
A. 确定型腔数量及排列方式 1
B. 模具结构形式的确定 1
二. 注射机型号的确定 2
三. 分型面位置的确定 2
四. 浇注系统形式和浇口的设计 3
A. 主流道设计 3
1. 主流道尺寸 3
2. 主流道衬套的形式 3
3. 主流道衬套的固定 4
B. 分流道设计 5
1. 主分流道的形状及尺寸 5
2. 主分流道长度 6
3. 副分流道的设计 7
4. 分流道的表面粗糙度 7
5. 分流道的布置形式 7
C. 浇口的设计 8
1. 浇口的选用 8
2. 浇口位置的选择 10
D. 浇注系统的平衡 11
E. 冷料穴的设计 12
五. 成型零件的设计与加工工艺 12
A. 成型零件的结构设计 13
1. 前模仁的设计 13
2. 行位1的设计 14
3. 行位2的设计 22
4. 后模仁的设计 27
5. 后模仁镶件的设计 33
B. 成型零件的加工工艺 37
1. 前模仁的加工工艺 38
2. 行位1的加工工艺 39
试模
1试模前的准备
1. 领取并对原材料进行检查
2. 准备好相关的试模资料
3. 准备好量测设备
4. 依据模具结构图的具体要求,选用合适的注射机
5. 对模具进行自检
6. 对模具进行预热、清洗料管
2试模
1.架模:
(1) 用布擦净工作台面与模具上下面;
(2) 调整模具的闭合高度;
(3) 将定位环进入设备的定位孔内;
(4) 快速闭合设备;
(5) 用压板或螺钉锁紧模具;
(6) 卸下锁模扣;
(7) 接上水管并打开开关;
2. 调模:
(1)进行定循环试验,在手动或半自动状态下检查模具的各运行机构是否顺畅;
(2)对顶出距离进行调节;
(3)清洗模面,避免模面上贴有物体等
(4)对模具和喷嘴筒进行预热;
(5)按预先设定的参数进行成型加工,同时根据产品的状况,确认是否修改参数和如何修改工艺参数,直至生产出合格的产品




