





















晶体震荡器外壳冲压模具设计
摘 要
模具工业是现代工业发展的基础,冲压模具是模具工业的重要组成部分。近年来,与机械相关的各个行业都越来越重视模具的设计与应用,不仅是因为模具已发展成为一项比较成熟的共性技术,同时还因为模具在现代工业中发挥越来越重要的作用。
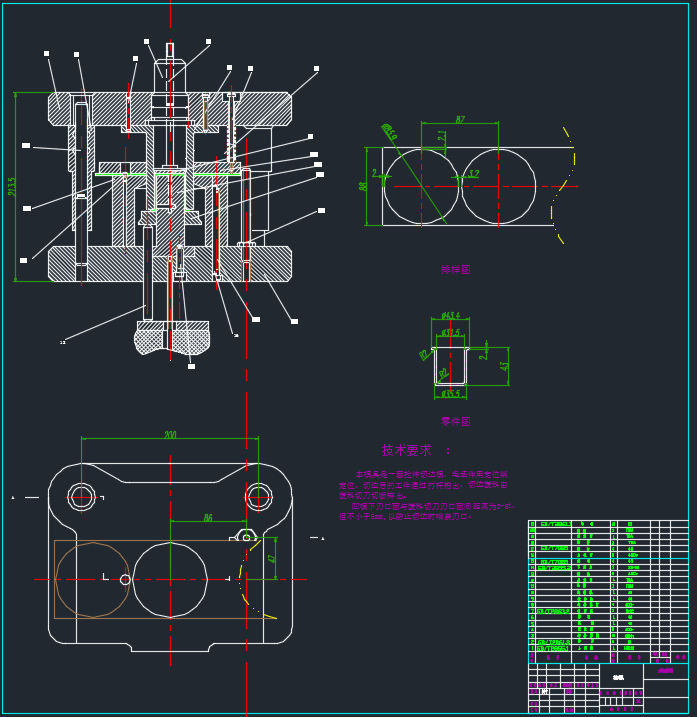
在这次毕业设计中,先介绍了工件的结构,对其工艺特点进行分析,再根据其结构特点对模具进行设计。其中重点阐述了成形该零件模具的工位设计、模具总体结构设计、模具凸、凹模设计、固定板设计及抬顶料装置、卸料板结构及各零部件材料、热处理技术要求等。还介绍了模具的组装和调试。该模具结构简单,加工质量好,生产效率高。
设计过程中,不可避免的遇到一些困难,但是通过努力最终得以解决。这次设计是对模具设计的一次全面实践,相信对未来自己从事的工作一定会有相当大的帮助。
关键词:模具设计,冲压模具
Abstract
Mold industry is the foundation of modern industrial development, stamping die mold industry is an important component.In recent years, and mechanical-related industries are increasing emphasis on the various mold design and application, not only because of mold has become common for a more mature technology, but also because of mold in the modern industry play an increasingly important role in.
During the graduation design, first introduced the structure of the workpiece, the analysis of its technological features, and then according to their structural features of the mold design.Which focused on the forming of the parts progressive die strip layout design, station design, the overall structure of mold design, mold convex and concave mold design, stationary design and lift top-feeding device, discharging plate and the component materials, heat treatment technology requirements.Also introduced the mold assembly and debugging.
The design process, the inevitable encounter some difficulties, but through the efforts would ultimately be resolved.This design is a practical die design a comprehensive, I believe their work done in the future there will be a considerable help.
Keywords: die design, stamping die
Keyword:Stamping die;Computer Aided Design;Bend the bracket;Process card
目 录
任务书 1
0.绪 论 3
0.1冲压的概念、特点及应用 3
0.2 冲压的基本工序及模具 4
0.3 我国模具技术的发展趋势 5
1.凸缘拉伸件工艺分析 11
1.1零件冲压工艺分析 11
1.2拟定冲压工艺方案 12
1.3毛坯尺寸及排样设计 13
2.通过冲压力计算初选压力机 15
2.1拉深力、卸料力及顶件力的计算 15
2.2落料力的计算 15
2.3压力中心的确定 15
2.4冲压总力的计算 15
3.模具结构设计 16
3.1模具结构形式选择 16
3.2辅助结构设计 19
4.模具主要工作部分尺寸计算 21
4.1 拉伸凸、凹模的尺寸及公差 21
4.3落料凸、凹模的工作部分尺寸及公差 22
5.模具主要零部件设计 23
5.1 工作零件 23
5.2 辅助零件 23
6.校核压力机及模具安装 25
设计小结 33
参考文献: 34
0.绪 论
0.1冲压的概念、特点及应用
冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。
冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。
与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。主要表现如下。
(1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。
(2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
(3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
(4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
但是,冲压加工所使用的模具一般具有专用性,有时一个复杂零件需要数套模具才能加工成形,且模具 制造的精度高,技术要求高,是技术密集形产品。所以,只有在冲压件生产批量较大的情况下,冲压加工的优点才能充分体现,从而获得较好的经济效益。
冲压在现代工业生产中,尤其是大批量生产中应用十分广泛。相当多的工业部门越来越多地采用冲压法加工产品零部件,如汽车、农机、仪器、仪表、电子、航空、航天、家电及轻工等行业。在这些工业部门中,冲压件所占的比重都相当的大,少则60%以上,多则90%以上。不少过去用锻造=铸造和切削加工方法制造的零件,现在大多数也被质量轻、刚度好的冲压件所代替。因此可以说,如果生产中不谅采用冲压工艺,许多工业部门要提高生产效率和产品质量、降低生产成本、快速进行产品更新换代等都是难以实现的。
0.2 冲压的基本工序及模具
由于冲压加工的零件种类繁多,各类零件的形状、尺寸和精度要求又各不相同,因而生产中采用的冲压工艺方法也是多种多样的。概括起来,可分为分离工序和成形工序两大类;分离工序是指使坯料沿一定的轮廓线分离而获得一定形状、尺寸和断面质量的冲压(俗称冲裁件)的工序;成形工序是指使坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件的工序。
上述两类工序,按基本变形方式不同又可分为冲裁、弯曲、拉深和成形四种基本工序,每种基本工序还包含有多种单一工序。
在实际生产中,当冲压件的生产批量较大、尺寸较少而公差要求较小时,若用分散的单一工序来冲压是不经济甚至难于达到要求。这时在工艺上多采用集中的方案,即把两种或两种以上的单一工序集中在一副模具内完成,称为组合的方法不同,又可将其分为复合-级进和复合-级进三种组合方式。
复合冲压——在压力机的一次工作行程中,在模具的同一工位上同时完成两种或两种以上不同单一工序的一种组合方法式。
级进冲压——在压力机上的一次工作行程中,按照一定的顺序在同一模具的不同工位上完面两种或两种以上不同单一工序的一种组合方式。
复合-级进——在一副冲模上包含复合和级进两种方式的组合工序。
冲模的结构类型也很多。通常按工序性质可分为冲裁模、弯曲模、拉深模和成形模等;按工序的组合方式可分为单工序模、复合模和级进模等。但不论何种类型的冲模,都可看成是由上模和下模两部分
组成,上模被固定在压力机工作台或垫板上,是冲模的固定部分。工作时,坯料在下模面上通过定位零件定位,压力机滑块带动上模下压,在模具工作零件(即凸模、凹模)的作用下坯料便产生分离或塑性变形,从而获得所需形状与尺寸的冲件。上模回升时,模具的卸料与出件装置将冲件或废料从凸、凹模上卸下或推、顶出来,以便进行下一次冲压循环。
0.3 我国模具技术的发展趋势
当前,我国工业生产的特点是产品品种多、更新快和市场竞争激烈。在这种情况下, 用户对模具制造的要求是交货期短、精度高、质理好、价格低。因此,模具工业的发展的趋势是非常明显的。
(1)模具产品发展将大型化精密化
模具产品成形零件的日渐大型化,以及由于高效率生产要求的一模多腔(如塑封模已达 到一模几百腔)使模具日趋大型化。随着零件微型化,以及模具结构发展的要求(如多工位级进模工位数的增加,其步距精 度的提高)精密模具精度已由原来的5μm提高到2~3μm,今后有些模具加工精度公差要求 在1μm以下,这就要求发展超精加工。
(2)多功能复合模具将进一步发展
新型多功能复合具是在多工位级进模基础上开发出来的。一套多功能模具除了冲压成 形零件外,还可担负转位、叠压、攻丝、铆接、锁紧等组装任务。通过这种多劝能模具生产 出来的不再是单个零件,而是成批的组件。如触头与支座的组件,各种小型电机、电器及仪 表的铁芯组件等。
(3)热流道模具在塑料模具中的比重将逐步提高
由于采用热流道技术的模具可提高制作的生产率和质量,并能大幅度节省制作的原材料和节 约能源,所以广泛应用这项技术是塑料模具的一大变革。国外热流道模具已有一半用上了热 流道技术,有的厂甚至已达80%以上,效果十分明显。国内近几年已开始推广应用,但总体 还达不到10%,个别企业已达到20%~30%。制订热流道元器件的国家标准,积极生产价廉高 质量的元器件,是发展热流道模具的关键。
(4)气体辅助注射模具和适应高压注射成形等工艺的模具将积极发展
气体辅助注射成形是一种塑料成形的新工艺,它具有注射压力低、制品翘曲变形少、 表面好以及易于成形壁厚差异较大的制品等优点,可在保证产品质量的前提下,大幅度降低 成本。国外,已经较成熟。国内目前在汽车和家电行业中正逐步推广使用。气体辅助注射成 形包括塑料熔体注射和气体(一般均采用氮气)注射成形两面部份,比传统的普通注射工艺有 更多的工艺参数需要确定和控制,而且气体辅助注射常用于较复杂的大型制品,模具设计和 控制的难度较大,因此,开发气体辅助成型流动分析软件,显得十分重要。为了确保塑料件精度,将继续研究发展高压注射成型工艺与模具以及注射压缩成型工艺与模具。在注射成形中,影响成型件精度的最大因素是成型收缩,高压注射成型可强制树 脂收缩率,增加塑件尺寸的稳定性。模具要求刚性好、耐高压。特别是精密模具的型腔应淬 火,浇口密封性好,模具能准确控制。注射压缩成型技术,是在模具预先半开模状态或者在 锁模力保持中压或低压,模具在设定的打开量下,注射溶融树脂,然后以最大的锁模力进行 压缩成型,其效果是:(1)成型件局部内应力小;(2)可得到缩孔少的厚壁成型件;(3)对于塑件狭窄的部件也可注入树脂;(4)用小注射力能得到优良制品。该类模具的理想结构是:(1) 注射时树脂以低的流动阻力迅速充填型腔;(2)充填完后能立即遮断浇口部;(3)压缩作用应 仅限于型腔部。
参考文献:
1.《冲压工艺与模具设计》 成虹主编 高等教育出版社2006.7第二版
2.《机械制造基础》 孙学强主编 高等教育出版社2007.1第一版
3.《公差配合与技术测量》 徐茂功 桂定一主编 机械工业出版社 2005.5第二版
4.《模具设计指导》 史铁梁主编 机械工业出版社 2006.7第二版
5.《工程制图》 林晓新主编 机械工业出版社 2005.7 第一版
6.《工程材料与热处理》 张红英 朱怀忠主编 科学出版社 2005 第一版
7.《模具制造工艺学》 柳舟通 余立刚主编 科学出版社 2006.7第一版
8.《模具专业英语》 王晓江主编 机械工业出版社2008.7第二版
9.《冷冲模设计资料与指导》 杨关全主编 大连理工大学工业出版社 2007.8 第一版
10.《模具设计与制造实训教程》 李学锋主编 化工工业出版社 2009.5 第一版




