


D350B中压7级动叶片的加工工艺分析及编程
在一些重工业中,比如燃气发电、核电、航空工业中,汽轮机的使用是很普遍的,而叶片就是蒸汽机的“心脏”。叶片一般分为动叶片、静叶片和导叶片。本课题介绍了D350B中压7级动叶片的基本结构与功用,详细地讲述了D350B中压7级动叶片的机械加工工艺过程,制订了加工工艺卡片;针对叶片的特殊结构及加工工艺,结合公司的设备情况,进行数控加工和编程,满足了该工序的加工精度,大大的缩短了生产实际需求,提高了生产效率,满足了大批量生产需要。
叶片的加工工序十分复杂,主要有:铣两侧面、磨两侧面、铣另两侧面、磨另两侧面、铣两端面、铣进汽侧斜度、铣出汽侧斜度、铣出汽侧收缩度、精铣叶根进汽侧,粗铣背径向面、精铣背径向面、粗铣内径向面、半精铣内径向面、铣叶冠两侧面、仿形内背弧汽导型线、精加工内背弧汽导型线、精抛内背弧汽导型线、磨内径向面、铣叶根径向面出汽侧倒角、铣叶冠背倒角、铣叶冠阻尼孔、线切割叶根、铣叶冠围带缺口、钳工修圆等二十多道工序,绝大多道工序采用普通机床进行加工,本文针对加工难度较高的内背弧和圆角部分进行数控加工,编程采用自动编程方式,设备采用五轴联动加工中心。
关键词:汽轮机;动叶片;加工工艺;工序;内背弧;数控加工;编程
目 录
前言 4
第一章 D350中压7级动叶片的加工工艺分析过程......................... ...5
1、产品介绍、生产类型及毛坯的选用................................. ........5
2、设备和刀具的选用....................................... ........... 6
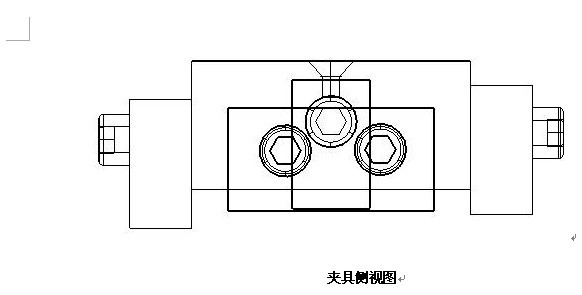
3、夹具的选用................................................ . .......6
4、零件工艺的分析............................................ ........8
5、加工工艺的制定.......................................... .......8
5.1加工方案制定............................................. .......8
5.2加工工艺安排............................................ .......10
5.3加工工序分析过程及工序卡的填写 11
第二章 叶片内背弧和圆角部分的数控加工 32
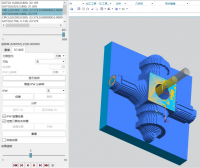
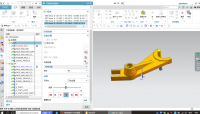
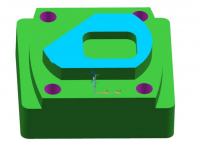
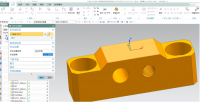
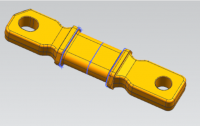
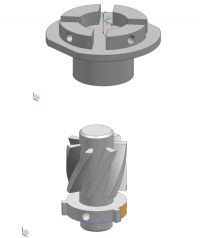
1、D350B型7级动叶片的建模 .......................... .......32
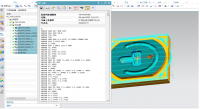
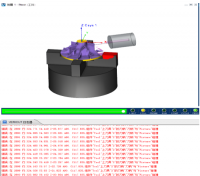
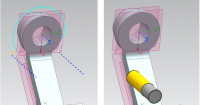
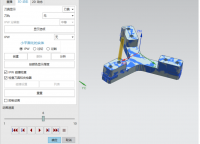
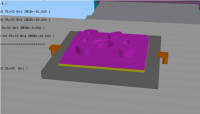
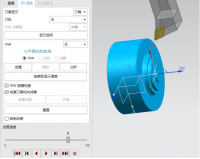
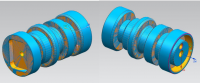
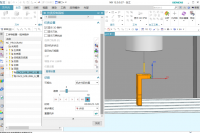
2、D350B7级动叶内背弧的曲面加工程序的编制........... .............. .....32
小结................................................... . .......35
致谢.................................................. ... ... ..36
参考文献............................................... ... ....37
附录A 叶片内背弧加工程序单.......................................... ...37
参考文献
1、劳动部培训司•机械制造工艺与设备•北京:中国劳动出版社,1988;
2、刘友才,肖继德•机床夹具设计•北京: 机械工业出版社,1991;
3、劳动和社会保障部教材办公室•数控加工基础•北京:中国劳动社会保障出版社,2001;
4、劳动部培训司•公差配合与技术测量•北京:中国劳动出版社,1989;
5、华茂发•数控机床加工工艺•北京:机械工业出版社,2002;
6、马占永,副主编,张耀宸•机械加工工艺设计实用手册•航空工业出版社,2001;
7、上网查询有关技术资料。




