





















电解加工三轴运动平台结构设计
摘要
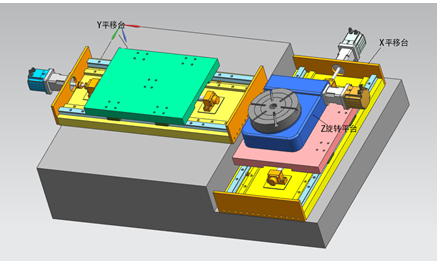
航空发动机的叶片、叶盘由于其外形复杂、所处环境恶劣,工作时同时受到多种应力的作用使其作为发动机核心部件的同时也是故障多发零件。如何高效、高质量的加工出符合精度、抗疲劳强度等要求的叶片、叶盘意义重大。电解加工可以较好的完成一些数控铣削、精密铸造等加工方法无法完成的问题,为航空发动机叶轮、整体叶盘制造提供了一种优质、低成本且具有快速响应能力的新型加工技术。本文首先针对加工对象的特点提出两维直线运动平台(x,y轴)以及一维旋转平台(z轴)的基本结构,包括总体结构、大小和形状等。接着提出主要部件的选择方案,如电机、减速器等。然后根据所需达到的精度指标,合理选择平台组件,给出三个移动平台的组装方式。最后在第四章节中还将针对设计中的不足提出设想改进方案。
关键词: 叶片,叶盘,机械设计,电解加工,运动平台
第一章:绪论
1.1 叶片、叶盘电解加工
1.1.1 叶片叶盘特点
叶片和叶盘是航空发动机的关键部件,具有复杂的曲面形状。在航空发动机的运行中起着能量转换的重要作用。所以在工作时往往要在高温、高压、高速的状态下运转,同时受到多种应力的作用。正是由于叶片所处环境恶劣,工作时受到多种应力的同时作用使得叶片作为发动机核心部件的同时也是故障多发零件。随着科技的不断发展,如今的航空发动机对于推重比、可靠性、安全程度和寿命的要求不断提高,使得叶片、叶盘不仅仅要能在恶劣环境下工作,还必须具有精确的尺寸,准确的形状和严格的表面完整性[1]。由于性能的需要,叶片、叶盘常被做成一个整体。这种整体的结构相比于传统的分体式结构去除了连接用的榫头和榫槽,使得重量大大降低[2]。
1.1.2电解加工的特点
电解加工又称电化学加工。在电解加工时,被加工金属件在电解液中会发生阳极溶解现象,溶解后剩余工件的形状与阴极形状相同,工件形状常可以一次加工成型[3]。其基本原理为电化学阳极溶解。加工时工件接电源正极,工具接负极,两极之间施加直流电压(一般为8V~24V),工件被加工表面和工具阴极表面之间保持小间隙,一般而言,间隙通常为0.1mm~1mm,加工时连续向间隙输送电解液并高速(5m/s~30m/s)从间隙中流过。在上述条件下,两极之间会有大电流通过(一般电流密度10A/cm2~100A/cm2),这时工件被加工面会发生阳极溶解,电解产物被流动的电解液带走。进给速度由工具的运动来实现,通过工具电极的不断相对运动[4]。其原理如图1-1所示
相比于传统加工方式,电解加工具有如下优点:
1、加工范围广,加工方式具有一定的特殊性,生产效率较高。在加工一些难加工材料,薄壁或复杂形状的零件时相有显著的优势;
2、工具电极无损耗,工具与工件间不存在宏观机械力;加工精度较高,产品无飞边毛刺,不易扭曲变形。表面粗糙度一般可达达Rα1.25~0.16μm、加工精度方面,型孔或套料为±0.03~±0.05mm、模锻型腔为±0.05~±0.20mm、透平叶片型面为0.18~0.25mm[5];
3、产生的热量被电解液带走,工件温度基本不升高,适合加工热敏性材料;
4、加工效率高,常能以一次简单的进给运动一次加工出复杂的型腔或型面。
但是,电解加工也存在着一些限制其发展的不足之处:
1、设备投资大,机床附属设备多,需要维护;
2、加工精度受电极自身精度的影响较大,而工具电极往往需要单独设计,制造需要一定的成本和时间;
3、电解液废液处理不当将对环境造成严重污染[6]。
目录
摘要 i
Abstract ii
第一章:绪论 - 1 -
1.1 叶片、叶盘电解加工 - 1 -
1.1.1 叶片叶盘特点 - 1 -
1.1.2电解加工的特点 - 1 -
1.2电解加工研究现状与发展趋势 - 2 -
1.3设计目的 - 4 -
1.4研究意义 - 4 -
第二章 机床结构的设计 - 5 -
2.1 设计任务及要求 - 5 -
2.1.1 主要设计任务 - 5 -
2.1.2 基本技术要求 - 5 -
2.2 三轴平台结构 - 5 -
2.3 基础部件设计 - 7 -
2.3.1 X底座 - 7 -
2.3.2 螺母座 - 8 -
2.3.3 轴承座与轴承压盖 - 8 -
2.4 平台组件的选择 - 9 -
2.4.1 电机的选择 - 9 -
2.4.2 丝杠选择 - 10 -
2.4.3 导轨的选择 - 10 -
2.4.4 轴承选择 - 11 -
2.4.5 联轴器选择 - 12 -
2.4.6 减速器选择 - 13 -
2.5 本章小结 - 13 -
第三章 零部件参数及校核 - 14 -
3.1 平移台丝杠校核 - 14 -
3.1.1 X平移台丝杠 - 14 -
3.1.2 Y平移台丝杠 - 17 -
3.2 伺服电机校核 - 17 -
3.2.1 X轴平移台电机校核 - 17 -
3.2.2 Y轴电机的校核 - 19 -
3.3 平移台导轨校核 - 20 -
3.3.1 X轴导轨校核 - 20 -
3.3.2 Y轴导轨校核 - 22 -
3.3.3 轴承校核 - 22 -
3.4 Z轴旋转平台 - 24 -
3.5 联轴器参数 - 25 -
第四章 机床结构优化设想 - 26 -
4.1 设计中可改进的问题 - 26 -
4.2 改进设想及方案 - 27 -
第五章 总结与展望 - 29 -
5.1 总结 - 29 -
5.2 展望 - 29 -
参考文献 - 30 -
致谢 - 31 -
参考文献
[1] 汤振宁.航空发动机叶片数控铣削方法研究[D].沈阳工业大学,2007
[2] 史先传,朱荻,李志永.三轴进给的叶片电解加工[J].华南理工大学学报,32卷第7期
[3] 王建业,徐家文等.电解加工原理及应用[M],国防工业出版社,1998
[4] 徐家文.电化学加工技术: 原理•工艺及应用[M]. 国防工业出版社,2008
[5] Minh Dang Nguyen ,Mustafizur Rahman,Yoke San Wong.Transitions of micro-EDM/SEDCM/micro-ECM milling in low-resistivity deionized water[J]. International Journal of Machine Tools & Manufacture.69 (2013) 48-56
[6] 陈远龙,张正元.电解加工技术的现状与展望[Z].合肥工业大学,2010
[7] 徐家文,王建业,田继安,杨占尧等. 21世纪电解加工的发展和应用. 2001年中国机械工程学会年会暨第九届全国特种加工学术年会论文集[C].2001
[8] 朱荻. 国外电解加工的研究进展[J]. 电加工与模具,2000,(1),11-16
[9] 王建业,林苏文.叶片电解加工技术的新发展[J].航空工艺技术,1998
[10] 王贺宾,郭钟宁,罗红平等.微细电解加工技术研究现状与展望[J],组合 机床与自动化加工技术,广州工业大学,2011
[11] 徐家文,王建业,田继安,杨占尧. 电解加工在航空制造中的应用与发展. 航空制造技术,2002
[12] 陈光. 整体叶盘在国外航空发动机中的应用[J]. 航空发动机,1999
[13] 孟杰. 双立柱电解加工机床的设计[D].2011
[14] 中华人民共和国机械行业标准:电解加工机床通用技术条件[S]. 机械工业版社. 第1版 (2007 年5月1日)
[15] 现代实用机床设计手册编委会.现代实用机床设计手册[Z].机械工业出版社,2006
[16] 刘鸿文. 材料力学[M].高等教育出版社,2004
[17] 朱兵,朱荻,曾永彬等. 电解线切割加工技术试验研究[J].中国机械工程,2010(8)
[18] 白基成,郭永丰,刘晋春. 特种加工技术[M]. 哈尔滨工业大学出版社,2006
[19] 徐正扬. 发动机叶片精密电解加工关键技术研究[D].南京航空航天大学,2008
[20] 王刚,赵万生等. 带叶冠扭曲叶片整体涡轮盘在发动机中的应用前景[J]. 航空精密制造技术,1999
[21] 李志广. 国外第四代歼击机发动机的特点和我们应如何发展的几点意见. 航空发动机,1996




