





















基于plc的转角器去毛刺机的系统设计
摘 要
随着现代科学的迅速发展,人们的工作压力是技术越来越大,人们希望他们的沉重沉重的工作中解脱出来,和去毛刺机是一个很典型的例子。去毛刺机是一个很好的结合的机械和电气,是典型的机电一体化设备。
去毛刺机的研究,本文首先介绍了基于PLC的去毛刺机的设计要求,然后讨论了工艺流程和控制电路,去毛刺机气动原理图和主要机械结构分析,着重介绍了基于PLC的设计要求和程序。
关键词: 可编程逻辑控制器(PLC) 梯形图程序
第一章 基于plc的转角器去毛刺机的系统设计
这次毕业设计的选题,是我正从事的工作的第一个小项目。这三年对机电一体化的学习,也为这次工作有很大的帮助。去毛刺机是比较典型的电气与机结合的小设备,和我们所学的专业紧密相关,可以很好的运用我们所学的知识。设备主要有两个减速电机,两个进给汽缸,一个压紧定位汽缸和一些阀和继电器、接触器等电路原件。虽然所用的元器件和机械零件不多,但对我们刚从事工作的毕业生是个很好的过渡。设备用S7-200来进行控制电机和气缸,用三相异步电机做动力源。去除转角器外圆上的毛刺,根据对系统的了解来编写程序,把所学的一步步运用到工作中,为以后的项目打下基础。
1.1任务
去除转角器外圆边上的毛刺(转角器是汽车座椅的调角器的部件)
1.2具体设计要求
①将工件置于回转台夹具上,双手按动启动按钮,门汽缸关闭上罩门,然后加紧气缸加紧工件,然后回转台旋转同时研磨头旋转,然后进给机构推动磨头接触工件边缘,去除毛刺,若干时间后,所有部件回原位,取下工件。要分手动与自动控制。
②夹具:以工件下平面和内圆定位,放置于定位板上
③进给机构:前端装夹紧板。用于夹紧研磨机,与汽缸连接处可做微量调整,用于补偿磨头的损耗。
④回转台:以减速电机驱动
⑤上罩:以钢板焊成封闭状,前设气动门,门用有机玻璃
第二章plc简介及其特点
2.1 plc历史
可编程逻辑控制器,简称PLC( Programmable Logical Controller) 是一种专门为适应工业环境而设计的工业控制计算机。它自1969 年问世以来,随着微电子技术、集成电路技术、微处理器技术和微计算机技术的发展,已经取得了巨大的进步。现在的PLC不仅已经大大超过了设计的初衷(即替代继电接触器),用逻辑编程取代了硬连线逻辑,而且在容量、速度、功能和通信能力等方面有了大大的增强。现在的PLC由于采用了功能强大的高档微处理器(如16位、32位微处理器),处理速度快,存储容量大大增加;由于采用了多种编程语言和先进的指令系统,增强了过程控制和数据处理的功能,如PID控制、数据文件传送、浮点运算功能,同时,完善的输入/输出系统使得系统的处理能力和控制能力得到大大加强,足以满足绝大多数的控制要求。
虽然PLC 问世时间不长,但是随着微处理器的出现,大规模、超大规模集成电路技术的迅速发展和数据通讯技术的不断进步,PLC 也迅速发展,其发展过程大致可分三个阶段:
2.1.1早期的PLC(60 年代末—70 年代中期)
早期的PLC一般称为可编程逻辑控制器。这时的PLC 多少有点继电器控制装置的替代物的含义,其主要功能只是执行原先由继电器完成的顺序控制、定时等。它在硬件上以准计算机的形式出现,在I/O 接口电路上作了改进以适应工业控制现场的要求。装置中的器件主要采用分立元件和中小规模集成电路,存储器采用磁芯存储器。另外还采取了一些措施,以提高其抗干扰的能力。在软件编程上,采用广大电气工程技术人员所熟悉的继电器控制线路的方式—梯形图。因此,早期的PLC 的性能要优于继电器控制装置,其优点包括简单易懂,便于安装,体积小,能耗低,有故障指使,能重复使用等。其中PLC 特有的编程语言—梯形图一直沿用至今。
2.1.2中期的PLC(70 年代中期—80 年代中后期)
在70 年代微处理器的出现使PLC 发生了巨大的变化。美国,日本,德国等一些厂家先后开始采用微处理器作为PLC 的中央处理单元(CPU)。
这样,使PLC 得功能大大增强。在软件方面,除了保持其原有的逻辑运算、计时、计数等功能以外,还增加了算术运算、数据处理和传送、通讯、自诊断等功能。在硬件方面,除了保持其原有的开关模块以外,还增加了模拟量模块、远程I/O模块、各种特殊功能模块。并扩大了存储器的容量,使各种逻辑线圈的数量增加,还提供了一定数量的数据寄存器,使PLC 得应用范围得以扩大。
2.1.3近期的PLC(80 年代中后期至今)
进入80 年代中、后期,由于超大规模集成电路技术的迅速发展,微处理器的市场价格大幅度下跌,使得各种类型的PLC 所采用的微处理器的当次普遍提高。而且,为了进一步提高PLC 的处理速度,各制造厂商还纷纷研制开发了专用逻辑处理芯片。这样使得PLC 软、硬件功能发生了巨大变化。
可编程控制器在工业上得到了特别广泛的应用。我们在设计、调试PLC程序时,实际被控制对象有时候还未制造完成,或者得先要了解控制效果能否达到,效果好不好,有没有错误,受到环境的局限,通常用一些按钮开关和指示灯来进行调试程序、排错,纠正更改。这时,我们通常用一个被控制对象的实物模型进行调试,可以早期展示实际效果。使调试过程变得比较直观。实验台上有输入输出指示灯,可以直观的显示,上边的按钮开关可以用来代替实际中按钮控制。在这次设计过程中,我利用了西门子S7-200的编程软件,对控制过程过程进行编程。
目录
摘要 …………………………………………………………………………………………Ⅰ
第一章 基于PLC的转角器去毛刺机的设计…………………………………1
1.1 任务 ………………………………………………………………………………1
1.2 具体设计要求 …………………………………………………………………1
第二章 plc简介及其特点……………………………………………………………2
2.1 plc历史………………………………………………………………………… 2
2.1.1 早期的PLC……………………………………………………2
2.1.2 中期的PLC……………………………………………………2
2.1.3 后期的PLC……………………………………………………2
2.2 Plc简介………………………………………………………………………… 3
第三章 去毛刺机的电气控制系统的分析…………………………………… 4
3.1 工艺过程…………………………………………………………………………4
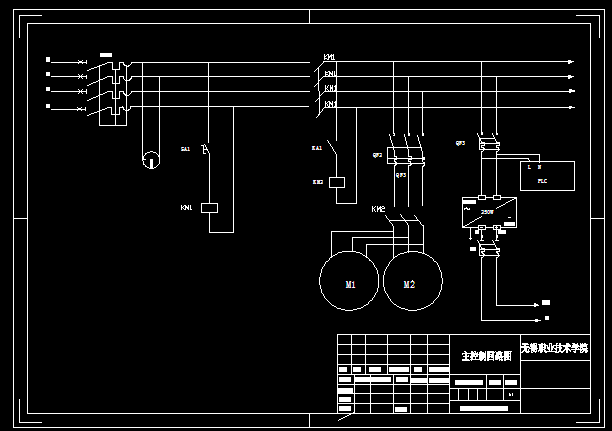
3.2 控制回路的分析……………………………………………………………… 4
3.3 PLC的选型和程序…………………………………………………………… 5
3.3.1 PLC的选型……………………………………………………5
3.3.2 PLC的I/O分配………………………………………………5
3.3.3 PLC的程序……………………………………………………6
3.4 PLC外部接线图…………………………………………………………………11
第四章 去毛刺机的气路和主要机械机构的分析…………………………12
4.1 去毛刺机的气路原理图……………………………………………………12
4.2 机械机构布局图………………………………………………………………13
4.2.1 夹紧机构……………………………………………………13
4.2.2 进给机构………………………………………………… 15
4.2.3 旋转台机构……………………………………………… 16
4.3 设备的装配与调试……………………………………………………………17
小结………………………………………………………………………………………………17
电气原件清单……………………………………………………………………………… 18
致谢……………………………………………………………………………19
【参考文献】……………………………………………………………………………… 20
PLC技术中英文翻译………………………………………………………………………21
【参考文献】
⒈程周主 编著:电气控制与PLC原理及应用 北京:电子工业出版社。 2003.7 ⒉ 吴晓君、杨向明 编著:电气控制与可编程控制器应用 北京:中国建材工业出版社。 2004.2. ⒊常晓玲 编著:电气控制系统与可编程控制器 北京:机械工业出版社 2004.1. ⒋王也仿 编著: 可编程控制器应用技术 北京:机械工业出版社 2001.9 .⒌余雷声、方宗达 编著: 电气控制与PLC应用 北京:机械工业出版社 1998.10
.⒍张策主编.机械原理与机械设计 [M]北京:机械工业出版社,2004.9 ⒎张京辉主编.机械设计基础 [M]西安:西安电子科技大学出版社,2005.2 ⒏孔庆华主编.机械设计基础 [M]上海:同济大学出版社,2004.7 .⒐吴宗泽,罗圣国主编.机械设计课程设计手册 北京:高等教育出版社,1999 . ⒑邹慧君主编.机械原理课程设计手册 [M]北京:高等教育出版社,1998.6 ⒒刘鸿文主编.材料力学 [M]北京:高等教育出版社,2004.1 ⒓曹龙华主编.机械原理 [M]北京:高等教育出版社,1986
www.bysj1.com www.bysj1.com www.taolw.bysj1.com www.caddown.bysj1.com




