


数控无心磨床MK11200-DJ02“刀架小拖板”零件的加工工艺编制及相关夹具设计
摘要
无心磨床上刀架小拖板(MK11200-DJ02)零件加工工艺及铣床夹具设计是包括零件加工的工艺设计、工序设计及专用夹具设计的三个部分。首先通过分析刀架小拖板(MK11200-DJ02),了解刀架小拖板在无心磨床中的作用。在工艺设计中要先对零件进行分析,了解零件的工艺再设计出毛坯结构。选择好零件的加工基准,根据刀架小拖板的毛坯件和生产纲领的要求及各加工方案的比较,制定出切实可行的加工工艺路线。接着对零件加工的各个工步的工序进行尺寸计算,来决定出各个工序的工艺设备和切削用量。零件专用夹具的设计,运用相关知识解决零件的定位、加紧等相关问题,选择专用夹具的各个组成部件,如:定位元件、引导元件、加紧元件、夹具体与机床的连接部件及其他部件;计算出夹具定位时的定位误差,分析夹具的合理性与不足之处,并在设计时改进。设计出经济、合理、高效、省时省力保证加工质量的夹具。
关键词:工艺、专用夹具、工序
Abstract
The processing technology of MK11200-DJ02 parts and the design of the milling machine fixture on the centerless grinder are three parts, including the process design, the process design and the special fixture design. First, by analyzing the small carriage (MK11200-DJ02), we can understand the function of the small carriage in the centerless grinder. In process design, we must first analyze parts, understand the technology of parts, and design the blank structure. According to the requirements of the blank pieces and the production program and the comparison of the processing programs, a practical processing route is made. Next, the size of each step process is calculated to determine the process equipment and cutting parameters of each process. The design of special fixture for parts, using relevant knowledge to solve the problems of parts positioning, tightening and other related problems, select the components of the special fixture, such as the positioning element, the guiding element, the tightening component, the connecting parts and other parts of the machine tool, the positioning error of the fixture is calculated and the fixture is analyzed. Rationality and shortcoming and improvement in design time. We design an economical, reasonable, efficient, time-saving and labor-saving fixture for machining quality.
Keywords: process, special fixture, process
目 录
第一章 绪论..................................................................................................................
1.1课题来源............................................................................................................................
1.2 研究的主要内容,拟解决的主要问题.................................................................................
1.3 研究(工作)步骤、方法及措施(思路)......................................................................................
1.4 预期成果......................................................................................................................................
1.5 本章小结....................................................................................................................
第二章刀架小拖板(MK11200-DJ02)的造型设计.......................................................
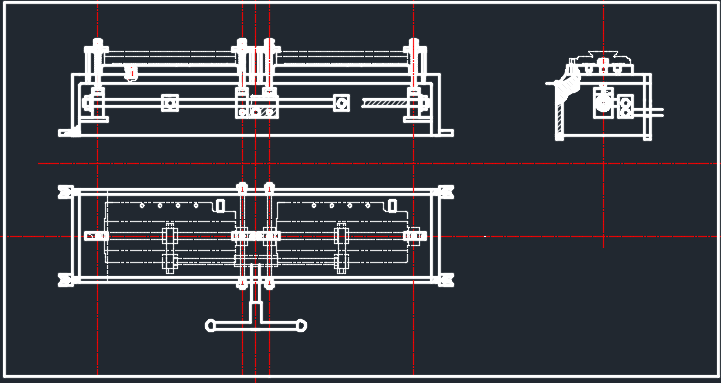
2.1 刀架小拖板(MK11200-DJ02)工程图………………..............................................
2.3 刀架小拖板(MK11200-DJ02)造型图绘制过程.......................................................................
2.4 本章小结...................................................................................................................
第三章刀架小拖板(MK11200-DJ02)零件的毛坯设计.......................................................
3.1 刀架小拖板(MK11200-DJ02)毛坯制造形式...........................................................................
3.1.1 刀架小拖板(MK11200-DJ02)年生产纲领与生产类型....................................................
3.1.2 刀架小拖板(MK11200-DJ02)毛坯制造方法...................................................................
3.2 刀架小拖板(MK11200-DJ02)毛坯余量...............................................................................
3.2.1 刀架小拖板(MK11200-DJ02)毛坯加工公差和余量等级............................................
3.2.2 刀架小拖板(MK11200-DJ02)毛坯表面余量..............................................................................
3.2.3 刀架小拖板(MK11200-DJ02)毛坯孔余量...................................................................................
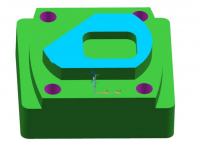
3.3 刀架小拖板(MK11200-DJ02)毛坯尺寸与三维造型图............................................................
3.4 本章小结.................................................................................................................
第四章刀架小拖板(MK11200-DJ02)零件的工艺过程设计 ........................................
4.1 刀架小拖板(MK11200-DJ02)工艺规程设计的作用........................................
4.2 刀架小拖板(MK11200-DJ02)工艺分析..........................................................................
4.2.1 刀架小拖板(MK11200-DJ02)工艺分析.....................................................
4.2.2 刀架小拖板(MK11200-DJ02)定位基准选择.......................................................
4.2.3 刀架小拖板(MK11200-DJ02)加工方法和余量及工序尺寸的确定........................
4.2.4 拟定加工工艺路线.....................................................................................
4.3 选择相应机床、刀具、检具..........................................................................
4.4 本章小结.......................................................................................................
第五章刀架小拖板(MK11200-DJ02)切削用量及基本工时的确定....................................
5.1工序 30.................................................................................................................
5.1.1 粗铣零件左端面...................................................................................................................35
5.1.2 精铣零件左端面...................................................................................................................37
5.1.3 粗铣零件右端面...................................................................................................................3
第一章绪论
1.1课题来源
机械制造业是一个国家最基础的行业,当前,我国经济发展进入新常态,我国机械制造业的发展既面临大有作为的重要战略机遇,也面临诸多矛盾叠加、风险隐患增多的严峻挑战。而且这一时期还没有结束。只要我们能够用好科技发展规律并勇于创新,我国的机械制造技术还将向更高的水平发展。重新引领世界机械工业发展潮流。
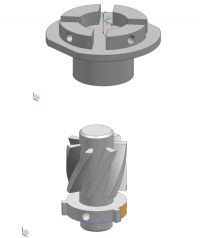
刀架小拖板(MK11200-DJ02) 是无锡机床厂,无心磨床MK11200的零件。经指导老师与厂里协商将此产品的工艺与工装作为本次我的毕业设计的课题。数控无心磨床MK11200-DJ02 “刀架小拖板”零件的加工工艺编制及铣床夹具设计是在学完了机械先进技术、机械制图、零件制造工艺等的基础下,进行的一个全面的检验,刀架小拖板外形比较简单,工艺复杂,表面有燕尾导轨等其他复杂结构。在对刀架小拖板进行工艺编制时,对加工精度及工艺合理性有较高的要求,设计专用夹具要保证零件的加工质量并减少工时提高加工效率。在设计中要基础概念、基础理论与生产实践相结合,才能很好的完成本次设计。
1.2 研究的主要内容,拟解决的主要问题
研究的主要内容
1.分析刀架小拖板(MK11200-DJ02)图纸要求
2.确定刀架小拖板(MK11200-DJ02)生产数量及生产纲领
3.确定刀架小拖板(MK11200-DJ02)毛坯制作方法及尺寸
4.确定刀架小拖板(MK11200-DJ02)的基准
5.拟定刀架小拖板(MK11200-DJ02)的工艺路线
6.确定刀架小拖板(MK11200-DJ02)工序尺寸及公差
7.确定零件加工所需的机床、刀具、夹具
拟定解决的问题:由于该零件的尺寸精度要求较高,即重要表面需要多步加工,最
终根据生产纲领,来合理地安排工艺方案,以保证加工质量,提高生产率,节约成本。
1.3 研究(工作)步骤、方法及措施(思路)
1.抄画刀架小拖板(MK11200-DJ02)零件图,明确图纸的技术要求及加工质量
2.分析零件特点、确定毛坯类型及尺寸、拟定工艺路线、选择机床与工艺装备及确定
加工余量,以完成该零件工艺规程的制定
3.确定刀具几何形状、计算切削用量及基本工时
1.4 预期成果
成果:
1. 确定刀架小拖板(MK11200-DJ02)零件图,CAD 图纸及 UG 三维造型各一张
2. 确定刀架小拖板(MK11200-DJ02)毛坯图,CAD 图纸
3. 确定刀架小拖板(MK11200-DJ02)机械加工工艺规程设计
4. 确定刀架小拖板(MK11200-DJ02)三卡制作
5. 确定刀架小拖板(MK11200-DJ02)毕业设计说明书一份
6.完成机械加工相关英语内容翻译,英语翻译一份




