





















基于 CVD 金刚石涂层刀具的 CFRP 铣削参数正交优化研究
摘要:本文研究了碳纤维增强复合材料(CFRP)这种难加工材料的加工过程,采用了化学气相沉积(CVD)
金刚石涂层刀具和 Kistler 9129AA 型测力仪,结合正交试验法,探索了不同切削参数对切削力、工件表面质
量和刀具磨损的影响。实验结果表明,在加工过程中选用加工方案 20000 r/min 的主轴转速,400 mm/min 的
进给量,2 mm 的径向切削深度,2 mm 的轴向切削深度;或 20000 r/min 的主轴转速,800 mm/min 的进给量,
1.5 mm 的径向切削深度,1 mm 的轴向切削深度。此外,还应该选用顺铣,切削方向为 0°以获得较低的切削
力。当采用顺铣,切削方向为 0°主轴转速为 10000 r/min,进给速度为 1600 mm/min,径向切深为 1.5 mm,
轴向切深为 2 mm 或主轴转速为 20000 r/min,进给速度为 400 mm/min,径向切深为 2 mm,轴向切深为 2 mm 时,加工后出现毛刺问题的 CFRP 将显著降低。CVD 金刚石涂层刀具的涂层在切削了 42 米后就出现了剥落
现象,其中的主要原因是刀具表面与切屑之间相互磨损,这种磨损引起了磨粒以及刃口的损伤,同时刀具的
硬质合金基体与涂层的热膨胀系数存在差异,当刀具升温时,涂层就会因为出现裂纹而加速剥落。为了获得
较好的表面质量和减少加工缺陷的情况下,建议选择顺铣方式,将转速提高,并减小进给量和切削深度。
关键词:碳纤维增强复合材料;CVD 金刚石涂层刀具;铣削加工;平均切削力;表面质量
第一章 绪论
1.1 课题来源
致力于研发基于CVD金刚石涂层刀具的碳纤维复合增强材料的铣削优化工艺,
该工艺是本文课题来源于与无锡思创思维科技有限公司的校企合作项目“CVD
(Chemical vapor deposition,化学气相沉积)金刚石涂层工艺的研发”。
1.2 课题研究对象综述
1.2.1 CFRP 材料的简介
碳纤维增强复合材料(简称 CFRP)是一种碳含量超过 90%的新型特种纤维材
料。并具有高模量、高强度等性能。CFRP 是一种由金属、陶瓷、水泥、橡胶或树
脂等材料作为基体,而以碳纤维织物或碳纤维为增强体的复合材料。因为其具有
许多优点,如轻质、高强、耐高温、耐疲劳等,所以在军工、航天、能源等行业
得到广泛应用。目前,市场上已经成熟的 CFRP 应用方式有三种不同形式,第一
种形式为碳纤维织物,第二种形式为碳纤维预浸料,第三种形式为短切碳纤维。
碳纤维复合材料制品目前主要采用整体成型的生产方法。但在 CFRP 构件的制造
和拼装过程中,仍需进行大量的二次机械加工,尤其是使用铣削和钻削这两种加
工方式。在切削过程中,碳纤维复合增强复合材料会发生脆性断裂,而不会像金
属材料一样发生塑性变形和剪切流动。这导致加工时切削力大,材料容易产生毛
刺,分层和撕裂等问题,刀具磨损也较快,同时还会产生残余应力等问题。综上
所述,CFRP 是一种典型的难加工材料。
1.2.2 CVD 金刚石涂层刀具简介
在加工制造的过程中,为了更好地满足加工需求,刀具常常采用高速钢、硬
质合金等金属作为基底材料。然而,当这些金属刀具用于加工难处理的材料时,
经常出现寿命短、加工精度低等问题。化学气相沉积(CVD)金刚石薄膜涂层刀
具因为具有高硬度、高弹性模量、极高的热导率、良好的自润滑性和化学稳定性
等卓越的性能,被认为是解决 CFRP 加工难题的理想刀具。与传统硬质合金刀具
相比,该涂层可以够减少钨、钴资源的消耗还能大大延长刀具的使用寿命。虽然
此项技术在国外开发已久,并具有质量优势,但由于其工艺不公开且价格较高,
在我国并没有生产基地,因此其市场份额相对较少。国内的新兴企业发展较晚,
目前已初步具备一定规模,在与国外产品竞争时,其寿命大概是后者的 1/2 到 1/3。
1.3 国内外研究现状综述
1.3.1 CFRP 材料铣削的市场前景
CFRP 材料由轻质、高强度、高刚度、抗腐蚀等特点组成,是一种高性能的复
合材料,在航空航天、汽车、船舶、体育器材、建筑等领域得到了广泛应用。其
在航空航天和汽车行业应用最为广泛。随着全球环保意识的逐渐提升,航空航天
以及汽车行业对于轻质材料的需求也随之逐步上升。在飞机和汽车的设计中提高
性能和节能的关键是减少重量。因此,在这两者中广泛应用了 CFRP 材料,这是
因为它具有轻质高强的特点。
优化铣削参数是 CFRP 材料加工的一项重要工艺,该项研究可以降低加工成
本、提高加工效率和产品质量,有着重要的市场前景。铣削作为 CFRP 材料加工
的重要工艺之一,对于提高加工效率和产品质量,降低生产成本具有积极的作用。
随着 CFRP 材料市场的日趋扩大和技术不断进步,CFRP 材料铣削的市场前景也会
愈发开阔。 CFRP 材料的铣削需要高端的刀具和加工设备,而且研发这些刀具和
设备也是一个具有广阔市场前景的领域。总之,CFRP 材料铣削的市场前景非常广
阔。对于相关企业和研究机构来说,如果加强 CFRP 材料铣削技术的研究和应用,
则可以获得重要的商业价值和社会意义。
1.3.2 CFRP 材料铣削的研究现状
目前国内外有不少的学者都对 CFRP 铣削加工的力学特性进行了研究。由于
有机基体和纤维增强层的异质性,CFRP 材料的铣削过程中会产生复杂的力学现象,
如撕裂、屈曲等,这会影响加工质量和效率。学者们通过实验和仿真分析,细致
的对 CFRP 材料铣削的力学特性及其对加工质量和效率的影响进行了研究。此外,
CFRP 材料铣削的表面质量研究也是当前的研究重点。由于 CFRP 材料的异质性和
易碎性质,铣削会产生较大的切削力和切削温度,容易引起表面粗糙度、毛刺和
破损等质量问题。学者们通过优化刀具和铣削参数等手段,提高了 CFRP 材料铣
削的表面质量。总的来说,关于 CFRP 材料的铣削加工的研究已经获得得了一定
的进展,但还存在着一些挑战未被克服,如 CFRP 材料加工效率与质量的平衡问
题、刀具寿命短等问题。例如 CemeCon 公司研发的多层金刚石涂层刀具,通过与
无涂层刀具进行对比,其使用寿命提高了超过 500%。同时该公司指出,只有使用
高品质的金刚石涂层刀具,才能达到令人满意的刀具使用寿命和较高的进给速率。
通过采用单因素实验方法,徐宏海及其团队使用金刚石涂层铣刀对 CFRP 进行了
铣削试验,结果发现切削力随进给速度的变化呈相同的规律变化,而与切削速度
的变化规律呈相反趋势。吴红等人选用硬质合金刀具铣削加工碳纤维复合板材,
结果表明增加主轴转速和进给速度会导致铣削力随之增大,其中改变进给速度对
铣削力的变化趋势影响更大。然而,目前国内针对 CFRP 铣削的研究仍处于基础
研究阶段,切削力对 CFRP 铣削质量和刀具磨损的影响仍缺乏系统的研究[3]。
1.4 课题研究主要内容
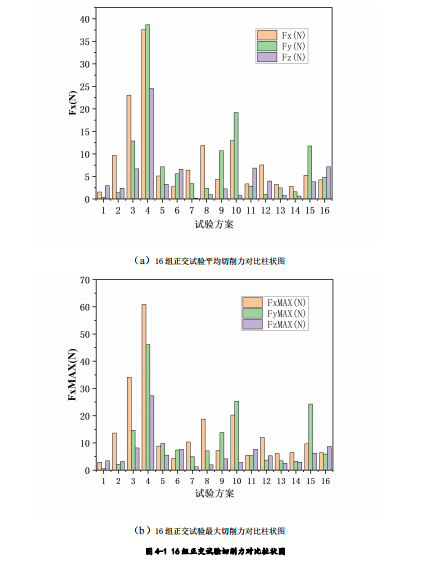
本课题将通过 KISTLER 三分量压电原理力传感器采集 CVD 金刚石涂层刀具
对 CFRP 板材进行铣削加工时三个方向(x、y、z)上的平均切削力 F 和最大切削
力 Fmax,再利用 ORIGIN 函数绘图软件,对不同的主轴转数、径向切削深度、进
给量、铣削宽度、铣削方向、顺逆铣的情况下最大切削力进行分析统计,然后建
立不同切削参数下的铣削力经验公式,实现对铣削力的预测。本文以 CFRP 板材
作为试验研究对象,研究方法如下:
(1)采用正交试验法,根据不同的铣削参数,使用 KISTLER 切削力传感器获取
铣削加工过程中 CVD 金刚石刀具对碳纤维复合增强材料 CFRP 的切削力变化数据,
并进行分析。
(2)分析对铣削加工过程中的切削力 F 和最大切削力 Fmax 的影响因素及它们
之间的主次关系。
(3)采用 PG1000 刀具检测仪,分析工件表面加工完整性、刀具表面涂层磨损
情况与铣削参数的关系从而起到延长刀具使用寿命和工件表面加工质量。
(4)通过利用方差分析和多元回归模型的技术手段,建立铣削参数与主铣削力
之间的经验公式,以实现对切削力的预测。
目录
第一章 绪论.....................................................................................................................6
1.1 课题来源....................................................................................................6
1.2 课题研究对象综述....................................................................................6
1.2.1 CFRP 材料的简介...........................................................................6
1.2.2 CVD 金刚石涂层刀具简介............................................................ 6
1.3 国内外研究现状综述................................................................................7
1.3.1 CFRP 材料铣削的市场前景...........................................................7
1.3.2 CFRP 材料铣削的研究现状...........................................................7
1.4 课题研究主要内容....................................................................................8
第二章 CVD 金刚石涂层刀具的制备及表征...............................................................9
2.1 CVD 金刚石涂层刀具的制备................................................................... 9
2.2 CVD 金刚石涂层刀具的表征................................................................. 10
第三章 CFRP 铣削试验方法及试验设备介绍...........................................................12
3.1 试验方法及试验设备介绍......................................................................12
3.1.1 +GF+ HSM 500 GRAPHITE 机床简介........................................12
3.1.2 KISTLER 三分量压电原理力传感器简介.................................. 13
3.1.3 PG1000 刀具检测仪简介..............................................................14
3.2 设备的具体操作流程............................................................................15
3.2.1 CFRP 板材.....................................................................................15
3.2.2 KISTLER 三分量压电原理力传感器.......................................... 15
3.2.3 PG1000 刀具检测仪......................................................................15
3.3 CFRP 铣削试验方案................................................................................16
第四章 CFRP 铣削加工分析及金刚石涂层铣刀铣削试验研究...............................18
4.1 切削参数对切削力的影响......................................................................20
4.1.1 试验方案 S1-S4 对切削力的影响...............................................20
4.1.2 试验方案 S5-S8 对切削力的影响...............................................21
4.1.3 试验方案 S9-S12 对切削力的影响.............................................21
4.1.4 试验方案 S13-S16 对切削力的影响...........................................22
4.1.5 切削方向对切削力的影响...........................................................23
4.1.6 顺逆铣对切削力的影响...............................................................24
4.1.7 切削参数对切削力的影响结论...................................................24
4.2 切削参数对工件表面质量的影响........................................................25
4.2.1 试验方案 S1-S4 对工件表面质量的影响...................................25
4.2.2 试验方案 S5-S8 对工件表面质量的影响...................................25
4.2.3 试验方案 S9-S12 对工件表面质量的影响.................................26
4.2.4 试验方案 S13-S16 对工件表面质量的影响...............................27
4.2.5 切削方向对工件表面质量的影响...............................................28
4.2.5 顺逆铣对工件表面质量的影响...................................................28
4.2.6 加工过程中工件表面其他问题...................................................28
4.2.7 切削参数对工件表面质量的影响总结.......................................29
4.3 CVD 金刚石涂层刀具的磨损.............................................................. 29
第五章 铣削力经验公式...............................................................................................31
5.1 试验步骤..................................................................................................31
5.2 试验原理..................................................................................................31
5.3 试验条件..................................................................................................31
5.4 建立铣削力经验公式..............................................................................32
第六章 结果与讨论.......................................................................................................35
6.1 切削参数与最大切削力的关系..............................................................35
6.2 切削参数与工件表面质量的关系..........................................................35
参考文献.........................................................................................................................36
致谢.................................................................................................................................37
参考文献
[1] 吴春彦,徐袁洪,王康,张韬,彭广盼,薛喆.基于 CVD 金刚石涂层刀具的 CFRP 高速铣削切削
力的试验研究[J].超硬材料工程,2022,34(04):14-20. [2] 刘永强.基于碳纤维增强复合材料的航空构件铣削与钻削加工研究[J].合成材料老化与应
用,2020,49(02):136-138. [3] 张建国. 高性能金刚石涂层制备及其在 CFRP 钻削中的应用研究[D]博士学位.上海交通大
学,2014. [4] 姜飞龙,张国朋,许佩敏,段博.碳纤维复合材料切削加工研究进展[J].中国铸造装备与技
术,2021,56(03):90-94. [5] 尤佳毅. 石墨烯与碳/钛多层膜的制备与性能研究[D]硕士学位.南京航空航天大学,2014. [6] 9119AA 多分量切削测力系统_瑞士奇石乐(Kistler)
[7] 王伟锋,陈燕,徐九华,牟娟.钎焊金刚石套料钻磨粒间距对碳纤维增强树脂基复合材料
(CFRP)制孔直径和孔壁粗糙度的影响[J].金刚石与磨料磨具工程,2012,32(05):10-14. [8] 张立峰,王盛,王宁,陈鑫灿,安海涛,唐杰.碳纤维增强塑料高速铣削切削力实验[J].塑
料,2020,49(06):90-93+102. [9] 罗汉兵,赵军,李安海,崔晓斌.高速铣削钛合金 Ti6A4V 铣削力试验研究[J].组合机床与自动
化加工技术,2011(05):18-20+25. [10] 段 春 争 , 李 朋 欣 . 刀 具 材 料 对 CFRP 铣 削 力 的 影 响 [J]. 组 合 机 床 与 自 动 化 加 工 技
术,2018(02):116-118+123. [11] 李朋欣. 碳纤维复合材料铣削加工质量与刀具磨损研究[D]硕士学位.大连理工大学,2017. [12] 李添添. 基于离散元法的涂层硬质合金刀具建模及其加工损伤预测研究[D]硕士学位.湘潭
大学,2015. [13] 吴红,陈燕,韩胜超.硬质合金刀具铣削碳纤维复合材料的铣削力研究[J].机械科学与技
术,2014,33(08):1255-1258



