


1.25MW轮毂铸型设计及铸件缺陷防止措施 摘 要:本文叙述了1.25MW轮毂的工艺设计说明以及该产品在生产过程中出现缺陷的原因和防止措施。
关键词:材料 造型 工艺分析 缺陷分析及防止措施
1产品简介
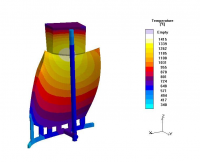
1.25MW轮毂的重量为8.2T轮毂是连接风力发电机叶片和轴的一个零件。
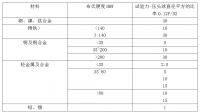
材料是GGG40.3(德国牌号)相当于我国QT400—18AL。浇注重量为8.2T,浇注时间为233秒,浇注温度为1360度。QT400-18AL含化学元素及成分如下:表1 目 录
1产品介绍 ……………………………………………………1
2铸件结构工艺性....................................1
2.1铸件结构对铸件质量的要求………………………………1
2.2零件结构对铸造工艺的要求………………………………2
2.3型砂的选择…………………………………………………3
2.4造型工艺……………………………………………………4
3铸型的设计……………………………………………………5
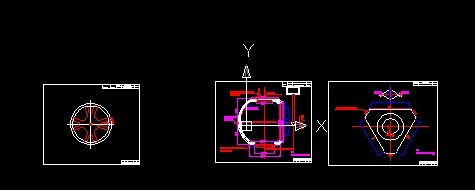
3.1(a)浇注位置的确定…………………………………………5
3.1(b) 浇注系统设计…………………………………………6
3.1(c) 冒口设计………………………………………………8
3.2分型面的确定………………………………………………8
3.3吃砂量的确定………………………………………………8
4工艺参数………………………………………………………9
4.1铸件尺寸公差………………………………………………9
4.2铸件重量公差………………………………………………11
4.3机械加工余量………………………………………………10
4.4铸造收缩率…………………………………………………10
4.5起模斜度……………………………………………………10
4.6铸出孔和槽…………………………………………………11
4.7分型负数……………………………………………………11
4.8工艺补正量…………………………………………………13
4.9非加工壁厚的负余量………………………………………12
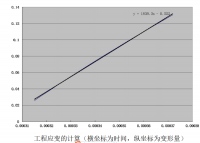
4.10反变形量…………………………………………………12
5砂芯设计………………………………………………………12
5.1砂芯设置的原则……………………………………………12
5.2砂芯的固定和定位…………………………………………12
5.3砂芯的排气…………………………………………………13
6冷铁……………………………………………………………13
7出气孔…………………………………………………………13
8铸件工艺缺陷及预防措施……………………………………14
9.结论……………………………………………………………17 参考文献
1.《铸造工艺及设备》 曹瑜强主编 《机械工业出版社》
2.《铸工生产实习》 劳动人事部培训就业局主编 《劳动人事出版社》
3.《铸造手册》第二版 中国机械工程学会铸造分会编 《机械工业出版社》
4.《实用五金手册》上海五金机械总公司主编,上海科学技术出版社
5.《铸造技术问题对策》 陈齐主编 机械工业出版社
微信

QQ1:3097331788 QQ2:2601997959 QQ3:2993773635



