





















十字接头的铸造工艺设计及缺陷分析
摘要:十字接头零件用于两轴、杆之间的连续传动或者运动中的中间联轴器,所以对韧性、强度以及耐磨性有一定的要求,本论文通过研究,确定以球墨铸铁为十字接头材料,并对其铸造工艺进行设计以及在制造过程中可能出现的缺陷进行了分析。
铸造缺陷在铸造业的发展中是一个永恒的话题,在铸造过程中可以说是一个不可避免的。铸造的整个过程从熔炼、制芯、浇注、热处理、机加工到最后的成品在这么多的环节中每一个环节可能出现铸造缺陷。因此对铸造缺陷的分析对铸造业的发展是有很大的意义。
关键词:十字接头 铸造工艺设计 缺陷分析
1. 引言:
铸造工艺设计就是结合产品本身所需要的性能以及工厂的具体条件,在总结经验的基础上,以图形、文字和表格的形式对铸件的生产工艺过程加以科学的规定,并将其转换成文件形式,随后对铸件进行生产。铸造工艺设计文件在铸造生产中起着极其重要的角色,它是铸造生产的指导性文件,也是技术准备和生产管理的依据。铸造方案设计的确定内容包括了铸造工艺方案的选择、浇注位置及分型面的选择、砂芯的设计、浇注系统的设计等。而要确定最佳的铸造工艺方案,首先应对零件结构的铸造工艺性进行分析。
现如今十字接头已经被广泛运用到各个技术领域,通常它被用来连接两个轴、杆之间的连续传动或是运动中间联轴器。随着技术的不断进步,生产都向着自动化、专业化和大批量化的方向发展。这就要求企业提高生产率,提高利用率,减少成本。
本论文为十字接头的设计采用的是球墨铸铁。球墨铸铁是在铁水(球墨铸铁)浇注前加一定量的球化剂(硅,镁)使铸铁中石墨球化,由于碳以球状存在于铸件基体中,改善了对基体的割裂作用。球墨铸铁的抗拉强度、屈服强度、塑性、冲击韧性大大提高,并且具有一定的耐磨性以及减震性,工艺性能好和成本低等优点。这些优点的存在使得球墨铸铁成为了制作十字接头所用材料的不二选择。
2. 零件工艺性分析及工艺设计
2.1 球墨铸铁的金相组织、性能特点、牌号及技术要求
2.1.1 球墨铸铁的金相组织特点
(1)石墨的形态
球墨铸铁中的石墨形态可分为球状石墨,团状石墨和团虫状石墨。在各种石墨形态中,以球状石墨最好,它对金属基体的割裂作用最小;而团状和团虫状石墨就比球状石墨差,当团虫状石墨大量出现会使铸铁的力学性能急剧降低。
(2)金属基体
球墨铸铁中的金属基体主要有铁素体基体,珠光体基体,贝氏体基体,马氏体及回火组织,磷共晶和渗碳体等。基体中铁素体量的多少直接影响到球墨铸铁的塑性高低,铁素体多以分散分布块状及网状形式存在。基体中珠光体数量增多,铁素体量减少,可以使球墨铸铁的强度提高而伸长率下降。基体中的贝氏体则具有强度和硬度高、塑性及韧性好的综合力学性能。马氏体强度硬度高、,耐磨性能好,但塑性、韧性差。为了保持高的硬度和强度,同时又不至于太脆,可将马氏体经低温、中温和高温回火,分别得到回火马氏体、回火托氏体和回火索氏体。磷共晶在球墨铸铁中的危害远比灰铸铁中大,它使铸铁的硬度提高,而塑性和韧性大幅度降低。因此在球墨铸铁中应降低磷共晶体的数量。渗碳体在球墨铸铁中常呈针状、条状或以莱氏体存在,易使球墨铸铁变脆,因此生产中应尽量避免其出现。
目录
1. 引言…………………………………………………………………1
2. 零件工艺性分析及工艺设计………………………………………2
2.1球墨铸铁的金相组织、性能特点、牌号及技术要求………2
2.1.1球墨铸铁的金相组织特点…………………………………2
2.1.2球墨铸铁的性能特点………………………………………2
2.1.3球墨铸铁的牌号及技术要求………………………………5
2.1.4球墨铸铁的缺陷分析及解决措施…………………………5
2.1.4.1缩孔缩松…………………………………………………5
2.1.4.2夹渣………………………………………………………7
2.1.4.3 石墨漂浮…………………………………………………8
2.1.4.4皮下气孔…………………………………………………9
2.1.4.5 球化衰退及球化不良………………………………… 10
2.2 铸造工艺方案的确定 ………………………………………12
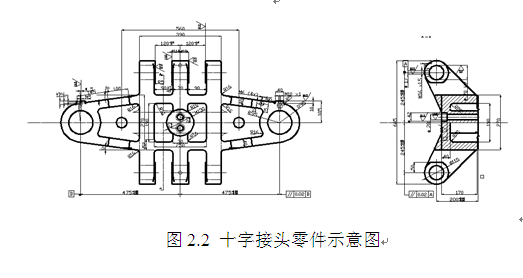
2.2.1 十字接头的生产条件、结构及技术要求 ………………12
2.2.2 十字接头的铸造工艺性 …………………………………13
2.2.3 造型、制芯方法的选择 …………………………………13
2.2.4 分型面的确定 ……………………………………………14
2.2.5 浇注位置的确 ……………………………………………15
2.2.6 砂箱中铸件数量及排列方式确定及吃砂量校核 ………15
2.3 铸造工艺参数及砂芯设计 …………………………………16
2.3.1 工艺设计参数确定…………………………………………16
2.3.1.1 铸件尺寸公差……………………………………………16
2.3.1.2 机械加工余量……………………………………………16
2.3.1.3 铸造收缩率………………………………………………17
2.3.1.4 起模斜度…………………………………………………17
2.3.1.5 最小铸出孔和槽…………………………………………17
2.3.1.6 铸件重量公差……………………………………………18
2.3.2 砂芯设计……………………………………………………18
2.3.2.1 芯头的设计………………………………………………19
2.3.2.2 砂芯的定位结构…………………………………………20
2.4浇注系统及冒口设计 …………………………………………21
2.4.1 浇注系统的设计……………………………………………21
2.4.1.1 选择浇注系统类型及设计准则…………………………21
2.4.1.2 确定内浇道在铸件上的位置、数目、金属引入方向…21
2.4.1.3 决定直浇道的位置和高度………………………………22
2.4.1.4 计算浇注时间并核算金属上升速度……………………22
2.4.1.5 计算阻流截面积…………………………………………23
2.4.1.6 确定浇口比………………………………………………23
2.4.1.7 计算内浇道截面积………………………………………23
2.4.1.8 计算横浇道截面积………………………………………24
2.4.1.9 计算直浇道截面积………………………………………24
2.4.1.10 浇口窝的设计 …………………………………………24
2.4.1.11 浇口杯的设计 …………………………………………25
2.4.2 冒口的设计…………………………………………………25
2.5 模样与模底板的装配…………………………………………25
3.十字接头缺陷分析——缩孔缩松的形成与预防…………………26
3.1缩孔缩松的形成………………………………………………26
3.2防止铸件产生缩孔缩松的途径………………………………26
4.结论…………………………………………………………………27
参考文献……………………………………………………………27
毕业设计小结…………………………………………………………28
参考文献
[1] 中国机械工程学会铸造分会.铸造手册:第1卷铸铁[M].2版.北京:机械工业出版社,2002.6.、
[2] 中国机械工程学会铸造分会.铸造手册:第5卷铸造工艺[M].2版.北京:机械工业出版社,2002.6.
[3] 中国机械工程学会铸造分会.铸造手册:第4卷造型材料[M].2版.北京:机械工业出版社,2002.6 .
[4] 贾志宏,傅明喜.金属材料液态成型工艺[M].化学工业出版社.2008.2.第一版
[5] 李弘英.铸造工艺设计[M].机械工业出版社.2005.3.第二版.
[6] 陆文华,黄良余,等.铸造合金及其熔炼[M].北京:机械工业出版社,2002.
[7]《铸造手册》第五卷,铸造工艺 中国机械工程学会铸造分会编。北京机械工业出版社,2003.1
[8]、《铸造缺陷和对策手册》 陈国桢等编。—北京机械工业出版社,1996
www.bysj1.com www.bysj1.com/html/4577.html www.bysj1.com/html/4576.html www.bysj1.com www.bysj1.com/html/4735.html www.bysj1.com/html/4733.html www.bysj1.com/html/4732.html




