





















基于procast有限元分析底座的铸造工艺设计及仿真
摘要:本文针对风力发电机的底座,使用UG软件对基础的铸造过程进行了三维建模。对零件的结构特征进行了调查,以确定砂型铸造方法和适当的分型面和铸造位置。使用procast软件对铸造过程进行了模拟,结合模拟中出现的问题,对工艺进行了修改,得到了较为合理的铸造工艺设计及仿真。
关键词:底座;铸造工艺设计;procast有限元分析
Foundry Process Design and Simulation of Substructure
Abstract: In this paper, the casting process of the foundation uses UG software. The structural characteristics of the parts were investigated to determine the sand-type casting method and the appropriate classification surface and casting position. The casting process is simulated using the procast software, the process is modified by combining the problems in the simulation, and a more reasonable casting process design and simulation are obtained.
Key words: base; casting process design; procast finite element analysis
目录
第一章 绪论......................................................1
第二章 零件结构分析和选材........................................2
2.1零件形状及工作特点......................................2
2.2零件的选材..............................................2
2.3材料的组织和特点........................................3
第三章 铸造工艺方案的设计........................................5
3.1铸造工艺参数的确定......................................5
3.2 铸件毛坯的确定..........................................8
3.3造型方法的选定及造型材料的选择..........................9
3.4浇注系统的设计..........................................10
3.5凝固与补缩设计..........................................13
3.6砂芯的设计..............................................15
3.7模板及芯盒设计..........................................16
第四章 ProCAST的铸造仿真与分析...................................19
4.1 procast的介绍..........................................19
4.2模型及网格划分..........................................19
4.3仿真条件及参数设置......................................20
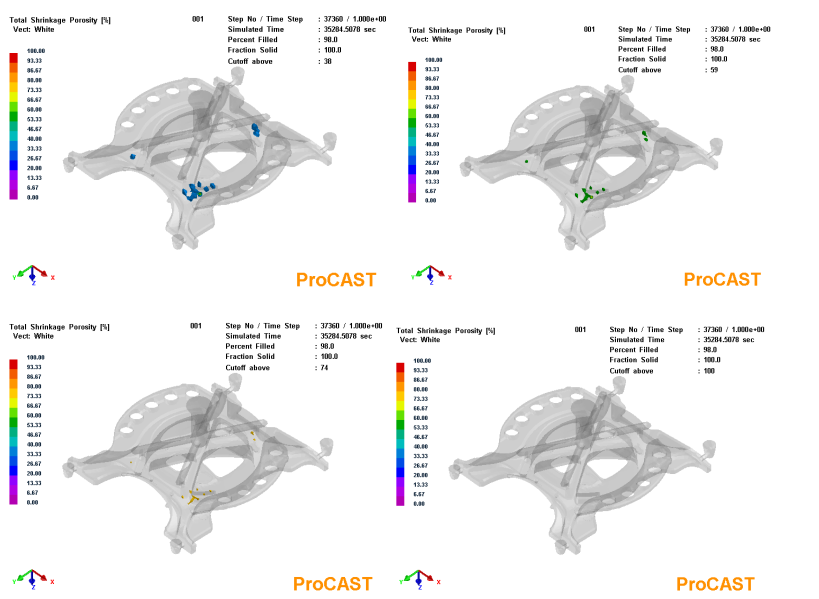
4.4计算结果分析............................................22
第五章 铸造工艺的优化............................................26
小结及致谢.......................................................27
附件:各类工艺文件...............................................28
参考文献.........................................................28
第一章 绪论
引言
风力发电机是一种通过利用风能将其转化为电能的装置。它通常由叶片、主轴、发电机、机械和电气元件组成,通常配有立柱,通过底座连接到地面。使用塔架式底座有一定的缺点,因为它通常需要使用人力,这带来了非常高的安全风险。
风力涡轮发电机常用安装基座的缺点是:首先将基座固定在地面上,然后通过起重千斤顶将风力涡轮发电机立柱的上部吊起,将立柱置于垂直位置,然后通过配件将立柱的下部固定在基座上,在此期间,起重千斤顶不能拆除,必须长时间支撑。在这个过程中,起重千斤顶不能被移除,必须长时间支撑,直到柱子完全固定,连接过程很慢,柱子在连接过程中容易晃动,这降低了安装效率。
第二章 零件结构分析和选材
2.1零件形状及工作特点
(1)零件名称:风力发电机安装在高支架上的底座
(2)零件介绍:一种风力发电塔架安装底座,包括底座、安装座、压紧装置、拉链、拉绳、塔架连接杆、减震装置,所述安装座上安装有上压块、下压块;其中,使用该装置时,在底座中从上到下加大压块的尺寸,压块的下表面直径大于上压块的上表面直径,以保证底座在混凝土中的稳定性;塔身,即塔身连接柱的下表面始终压在安装孔内的上压块的上表面,此时,上压块、下压块压在安装底座的安装孔的侧壁上,压紧装置与塔身连接柱的环形凸边紧贴,保证塔身连接柱的稳定性; 上推力块、下推力块与安装孔侧壁之间的压力增大,使摩擦力增加,下推力块压住推力垫圈,提高了推力垫圈的稳定性;传递到塔架连接柱的不规则振动。传递到塔架连接柱上的不规则振动被减振装置的阻尼弹簧吸收,提高了安装底座的整体稳定性。
2.2零件的选材
(1)零件名称:风力发电机安装在高支架上的底座
零件材料:球墨铸铁
零件的外形尺寸:4056×3542×1221
铸件重量:18991kg
附件:各类工艺文件
附件1:零件工程图
附件2:零件三维造型图
附件3:零件实物图
附件4:铸造工艺卡
附件5:铸造模拟程序过程
参考文献
[1] 曹瑜强;刘洋;王泽忠;焦斌;鲁靖国;陈云祥.铸造工艺及设备.4版,北京,机械工业出版社,2021.11.
[2] 韩宝;贾枝树;张挨元;林涛;李卫国.基于Pro-CAST的底座铸件缺陷分析及铸造工艺优化[J].铸造技术,2020:5.
[3] 邓小明,吴树伟.6.0MW风力发电机球铁底座铸件的生产[J].现代铸铁,2012:24-28.
[4] 曹晓民,冯小静,董曼.2.0MW风力发电机后底座的焊接工艺评定及应用[J].金属加工(热加工),2014:64-67.
[5] 田超,彭倩.大型风电轮毂铸造工艺设计[J].中国铸造装备与技术,2019:30-32.
[6]鄂霞.风力发电机底座的加工工艺实践[J].装备制造技术,2014:111-113.
[7] 黄志珊.风力发电机原理及风力发电技术分析[J].商品与质量,2020:141.
[8]陈德平,罗建设,谢建.基于ProCAST风力发电机轴承座铸造工艺模拟及优化[J].热加工工艺,2019:113-115+120.
[9]郑甲红,柳毅,蒋新萍.850KW风力发电机机舱底座的有限元分析[J].机械设计与制造,2010:30-31.
[10] 张杰[1].ZG310大型座体的铸造工艺设计及模拟优化[J].中国铸造装备与技术,2021:4.
[11] 杨兆忠,颜志伟,胡鹏.风力发电机组内铸件的强度分析计算[J].机床与液压,2012:18-19+52.
[12] 王向杰;郑喜平;.异形底座的铸造工艺优化[J].热加工工艺,2017:97-99.



