





















油泵端盖零件的铸造工艺制定
摘要;本文研究的是HT150油泵端盖的铸造工艺制定,油泵端盖与配合部件的装配关系进行分析,对铸件质量要求,力学强度进行分析,确定初步的铸造方法。根据端盖的结构尺寸选择浇注位置,确定分型面为端盖大平面,并采用一箱四件浇注方式,提高生产效率。重点进行了对于铸造过程中的工艺参数选择,涉及到铸件的公差、铸件的最大加工剩余、最小的铸孔、铸件的收缩率和起模斜度等进行的浇注系统计算,确定浇道尺寸、浇口体积,。最后对铸造工艺装备进行简单分析,对砂芯、铸型、砂箱进行设计。
关键词:油泵端盖;砂型铸造;铸造工艺
Abstract
This paper studies the casting process of HT150 oil pump end cover, analyzes the assembly relationship between oil pump end cover and matching parts, analyzes the casting quality requirements and mechanical strength, and determines the preliminary casting method. According to the structure size of the end cover, the pouring position is selected, the parting surface is determined as the large plane of the end cover, and the pouring method of one box of four pieces is adopted to improve the production efficiency. This paper focuses on the selection of process parameters in the casting process, which involves the calculation of gating system, such as the casting tolerance, the maximum machining surplus, the minimum casting hole, the shrinkage of the casting and the stripping angle, so as to determine the runner size and gate volume,. Finally, the foundry equipment is simply analyzed, and the sand core, mold and sand box are designed.
Key words: oil pump end cover; Sand casting; Foundry Technology
目 录
摘要 2
Abstract 3
第1章 绪论 5
1.1 课题研究的背景及背景 5
第2章 油泵端盖结构特点及技术要求 6
2.1 油泵端盖的结构 6
2.2铸造方法及砂型选择 7
2.3 铸件材料 8
第3章 油泵端盖铸造工艺方案 9
3.1浇注位置的选择 9
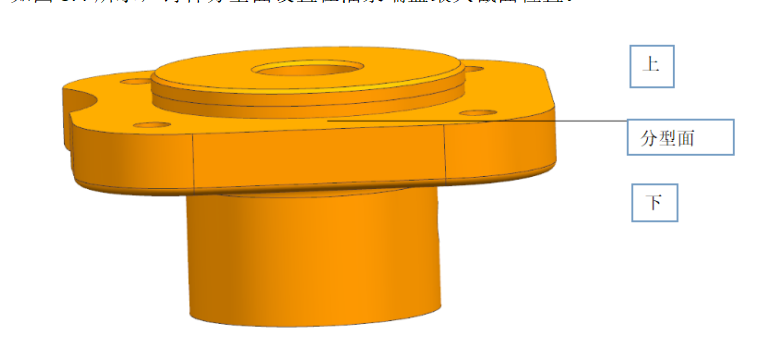
3.2分型面的确定 11
3.3砂箱中的铸件数量及排列 11
3.4油泵端盖砂型铸造工艺参数确定 12
3.4.1 铸件尺寸公差选择 12
3.4.2 最小铸出孔及槽的选择 13
3.4.3 机械加工余量的选择 14
3.4.4铸件收缩率 15
3.4.5起模斜度 15
3.4油泵端盖铸件浇注系统的设计 15
3.4.1浇注系统类型选择 15
3.4.2浇注系统尺寸的设计 16
第4章 铸造工装的设计 23
4.1芯盒设计和制芯工艺 23
4.1.1砂芯设计 23
4.1.2芯盒的设计 26
4.2 模板的设计 26
4.3砂箱设计 27
结论 28
致谢 29
参考文献 30
第1章 绪论
1.1 课题研究的背景及背景
砂型铸造技术是目前被人们广泛应用的一种铸造工具和方法,但由于我国传统的砂型铸造容易出现产生各种不良缺陷而大幅度地增加了废品的利用率,近年前,随着铸造数值模拟技术的应用和推广,砂型铸造的数值模拟技术已经受到了越来越多企业和铸造行业内部专家的青睐。铸造模拟技术可以通过模拟结果可以观察到缩孔缩松及其他可能存在的缺陷,通过不断地改进浇注系统及工艺参数设计,尽可能使缺陷达到最小,以此来降低铸件的生产周期和成本。图1.1是铸造业典型的金属铸造件。
参考文献
[[1]中国机械工程学会铸造分会.铸造手册.机械工业出版社.2010
[2] 叶荣茂. 铸造工艺设计简明手册[M]. 哈尔滨工业大学, 2016.
[3] 铸造工业装备设计手册编写组.铸造工业装备设计手册.北京:机械工业出版社.2016:247-259
[4]铸件浇注系统 ,热加工工艺,高秀兰,韩玉强, 2012, (05).
[5]沈其文.材料成型工艺基础.华中科技大学出版社.2019
[6]张代东.机械工程材料应用基础.机械工业出版社.2019
[7]铸铁用原材料的现状及其发展动向. 佐腾兼弘. 2015, 47.
[8]吹砂造型和充砂造型的计算机模拟.J.Wu.2006, 114, 419- 427.
[9]铸型和粘结剂对铝铸件浇注时放出气体的影响. P. Scarber.2002, 114, 435- 445.
[10]熔模铸造用浆料组分的表示方法. V. F. Okhuysen. 2006, 114,457- 464.
[11]抛丸清理对铸铁铸态表面影响的量化. S. S. Mroz.2006, 114, 493- 505.
[12]热膨胀系数小的铸铁的冒口设计.E.N.Pan.2005, 114, 535-550.
[13]快速成型技术及其在铸造中的应用[J] 铸造 , 黄天佑1995, (02) .
[14]铸造手册—铸造工艺/中国机械工程协会铸造分会编. 机械工业出版社2003.1.
[15] 王文清, 李魁盛. 铸造工艺学[M]. 机械工业出版社, 2012.
[16] 孙焕玲, 吴剑峰, 蔡干. 磨杆座铸造工艺设计[J]. 科技创新与生产力, 2016, 01: 62-67.
[17] 张俊涛, 李建, 陈华伟, 周书东,差速器壳体铸造工艺设计的探讨[J]. 铸造技术, 2014, 04: 83-855.
[18]合理设计浇注系统,减少夹渣缺陷.山东内燃机厂, 李玉庆2012, (04).
[19]徐允长.铸造工技术(高级).化学工业出版社.2019



