





















ZG270-500底座的铸造工艺设计
摘要:该铸件是机床上底座的零件,该说明书是分析了这个零件的形状结构,工艺特性以及材料,从而选择了较为合理的铸造方法。为了选择合理的工艺路线,需要对这个铸件的形状结构,工艺参数,材料,热处理温度等进行逐个分析。
关键词:底座;ZG270-500;铸造;工艺参数;浇注位置;分型面
第一章 绪论
(一)课题研究的目的及意义
跟着时代的进步,铸造行业的发展也越来越迅速,现在机械的各行各业中都会涉及到铸造。铸造的优势在于,较于别的成型技术,成本低,不会被零件的复杂的内外形状尺寸所限制,而且不会被铸件的尺寸,质量所约束,在其他成型方法无法加工时,铸造往往可以采用。该文对底座进行了铸造的工艺分析,材料选择了ZG270-500,为了选择合适的铸造方法,要确定该铸件的工艺参数,浇注位置,加工余量等。在规划该底座铸件的工艺路线时,还需要考虑计算收缩率,拔模斜度,砂箱厚度,这些步骤也是重中之重。这次毕业设计是为了让我将三年里学到的专业知识进行汇总。让我可以全面的清楚砂型铸造时所需要考虑的问题和设计思路,这次毕业设计也可以让我更好的与社会工作接轨。
(二)本文的内容
1)对底座进行逐渐的基础属性分析,如材料性能、结构等等,对ZG270-500进行材料分析及热处理研究;
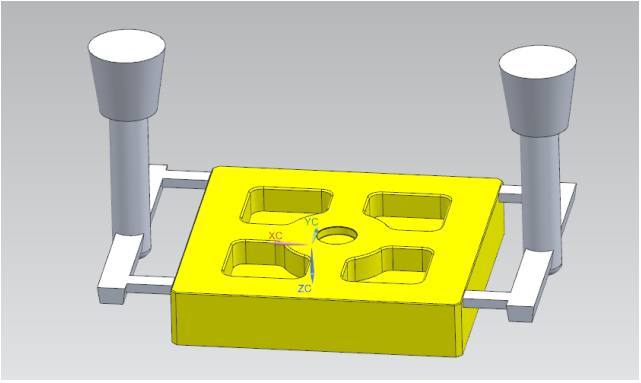
2)完成ZG270-500底座的3d模拟,用AUTOCAD对底座进行绘制铸件图,工艺图,合箱图;
3)根据底座的尺寸和形状结构,来设计合理的方案,如:分型面,浇注位置,然后进行比较。从中选出最优解;
4)确定铸造的工艺参数,加工余量;
5)选择砂芯的种类,制造方法以及材料。根据该底座铸件的尺寸进行砂箱的选择。设置排气孔以及模板,模样。
6)绘制铸造工艺卡。
目录
第一章 绪论 3
(一)课题研究的目的及意义 3
(二)本文的内容 3
第二章 底座结构及技术要求 4
(一)底座的结构分析 4
(二)ZG2270-500底座的材料分析 5
(三)铸造工艺设计方案的分析以及选用 6
第三章 底座浇注位置和分型面的选择 7
(一)浇注位置的选择 7
(二)分型面的选择 8
(三)砂箱中铸件数量以及排列 10
(四)吃砂量的确定 10
(五)铸件的工艺参数的确定 11
第四章 浇注系统及冒口的设计 15
(一)浇注系统类型选择 15
(二)浇注系统的设计 16
(三)冒口的设计 18
(四)出气孔的设计 19
第五章 铸造工艺装备 20
(一)模样的设计 20
(二)砂箱的设计 20
总结 21
参考文献 22
参考文献
[1] 中国机械工程学会铸造分会编.铸造手册.铸造工艺5.北京:机械工业出版社.2013
[2] 叶荣茂.铸造工艺设计简明手册.哈尔滨:机械工业出版社.2017
[3] 王文清.李魁盛.铸造工艺学.北京:机械工业出版社.2017
[4] 铸造工程师手册编写组编.铸造工程师手册.北京:机械工业出版社.2017
[5] 国家职业资格培训教材编审委员会.铸造工(技师、高级技师).机械工业出版社.2019
[6] 张代东.机械工程材料应用基础.机械工业出版社.2012
[7] 铸铁用原材料的现状及其发展动向. 佐腾兼弘. 2005, 47.
[8] 吹砂造型和充砂造型的计算机模拟.J.Wu.2006, 114, 419- 427.
[9] 铸型和粘结剂对铝铸件浇注时放出气体的影响. P. Scarber.2002, 114, 435- 445.
[10] 熔模铸造用浆料组分的表示方法. V. F. Okhuysen. 2006, 114,457- 464.
[11] 抛丸清理对铸铁铸态表面影响的量化. S. S. Mroz.2006, 114, 493- 505.
[12] 热膨胀系数小的铸铁的冒口设计.E.N.Pan.2005, 114, 535-550.
[13] 耐磨性好的含超硬碳化物形成元素的高铬白口铸铁.S.Kuyucak.2006, 114, 551- 573.
[14] 颗粒增强金属基复合材料耐浆料冲蚀磨损性能的研究.王恩万2001,15-16.
[15] 金属构件失效分析.廖景娱2003,109-126.
[16] 快速成型技术及其在铸造中的应用[J] 铸造 , 黄天佑1995, (02) .
[17] 铸件浇注系统 ,热加工工艺,高秀兰,韩玉强, 2002, (05).
[18] 合理设计浇注系统,减少夹渣缺陷.山东内燃机厂, 李玉庆2002, (04).
[19] 铸造手册—铸造工艺/中国机械工程协会铸造分会编. 机械工业出版社2003.1.
[20] 中国机械工程学会铸造分会.铸造手册.机械工业出版社.2010
[21] 徐允长.铸造工技术(高级).化学工业出版社.2010
[22] 沈其文.材料成型工艺基础.华中科技大学出版社.2012
[23] 关润浩. 铸钢件冒口布置及冒口形状[J]. 机械工人, 1986(06):5-7.



