




















计算机键盘底盘的总体结构设计(说明书+CAD图纸)
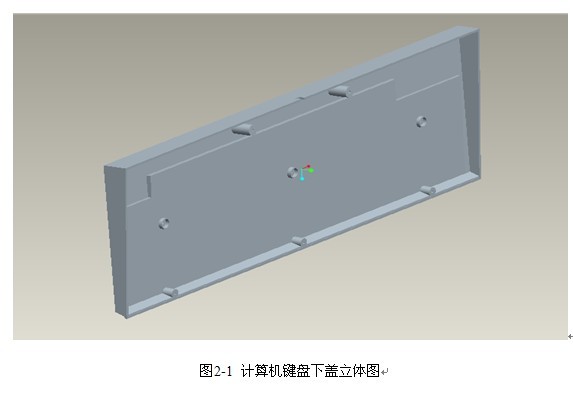
图2-1所示为计算机键盘底盘的立体图,材料为ABS,乳白色,精度等级为一般精度等级(4级精度),制品要求表面光滑美观。ABS为热塑性塑料,密度1.05~1.07g/ ,抗拉强度30~50 ,抗弯强度41~76 ,拉伸弹性模量1587~2277 ,弯曲弹性模量1380~2690 ,收缩率0.3%~0.8%[2]。该材料综合性能好,即冲击强度高,尺寸稳定,易于成型,耐热和耐腐蚀性也较好,并具有良好的耐寒性。从使用性能上看,该塑件为非结晶性材料。其成型性能好,流动性好,成型收缩率小(通常为0.3%—0.8%),比热容小,在料筒中塑化效率高,在模具中凝固较快,成型周期短。但该材料吸湿性强,因此成型前必须进行干燥处理,以除去其中水分。另外该材料对温度较敏感,宜采用高料温、高模温、较高注射压力注射。模具浇注系统对料流阻力较小,应注意选择浇口的位置和形式[12]。
从用途上看,该塑料适用于制作一般机械零件,减摩耐磨零件等。
2.2 成型特性及条件
1)其吸湿性强,塑料在成型前必须充分预热干燥,其含水量小于0.3%。对于要求表面光泽的零件,塑料在成型前更应该进行长时间预热干燥。
2)流动性中等,溢边值0.04 。
3)塑料加热温度对塑料的质量影响较大,温度过高易于分解(分解温度为250 )。成型时宜采用较高的加热温度(模温50~80 )和较高的注射压力(柱塞式注射机:料温180~230 ,注射压力100~140 ;螺杆式注射机:温度160~220 ,注射压力70~100 。)[13]。
2.3结构工艺性
零件壁厚基本均匀,所有壁厚均大于塑件的最小壁厚0.8 ,借助Moldflow软件分析可知注塑成型时应不会发生填充不足现象。塑件为盒形状制件, 内外表面均为可见光亮面, 零件的外表面有22个通风槽,一个安装挂钩, 2个Z 字形凸起筋,3个一字凸起。该制件虽小,但结构复杂, 需采用三板双分型结构,制造精度要求稍高。
塑件壁厚均匀,借助Moldflow软件分析可知注塑成型时不会发生填充不足现象。本塑件有2个加强肋,8个螺钉孔,中间的3个螺钉孔各有1个工艺凸台用于固定键盘线路板。塑件前端有工艺倾角。边缘棱角处都倒有 的圆角。
2.3.1 壁厚
塑料塑件的壁厚对塑件质量影响很大。壁厚过小成型时流动阻力大,过大又造成原料浪费,且增加制品的重量。塑件壁厚应使塑件具有足够的强度和刚度并能承受脱模时的冲击与震动。塑件的三维壁厚还应做到尽量均匀,以避免成型后产生缩水等缺陷。该塑件属于中小型塑件,壁厚 均匀合理。
2.3.2 脱模斜度
由于塑件成型时冷却过程中产生收缩,使其紧箍在凸模或型芯上,为了便于脱模,防止因脱模力过大而拉坏塑件或使其表面受损,与脱模方向平行的塑件内,外表面都应具有合理的斜度.以下是 的脱模斜度推荐值:
塑件外表面 塑件内表面
该塑件采用的脱模斜度是 ,符合 塑料的脱模斜度要求。
2.3.3 加强肋
塑件上适当设置的加强肋可以防止塑件的翘曲变形;沿着物料流动方向的加强肋还能降低充模阻力,提高融体流动性,避免气泡,缩孔和凹陷等现象的产生。该塑件中的加强肋起到加固螺钉孔的作用,也可引导料流的流动。塑件所取加强肋的厚度 。
2.3.4 圆角
塑件上各处的轮廓过度和壁厚连接处,一般采用圆角连接,有特殊要求时才采用尖角结构。尖角容易产生应力集中,在受力或受冲击载荷时会发生破裂。圆角不仅有利于物料充模,同时也有利于融料在模具型腔内的流动和塑件的脱模。圆角的取值与应力集中的关系遵循R/T函数关系,当R/T=0.6以后应力集中变的缓和,该塑件的所有圆角均选取 。加强肋的圆角半径值关系如表2-1所示。
表2-1 肋的圆角半径值关系表
肋的高度/mm 6.5 6.5~13 13~19 >19
圆角半径 /mm 0.8~1.5 1.5~3.0 2.5~5.0 3~6.5
塑件上其它的特征还有如孔,螺纹,等,各个特征都有其设计原则和特殊功能,因为该塑件没有涉及,所以就不一一介绍。
2.4 塑件的尺寸精度和表面质量
2.4.1尺寸精度
塑件的尺寸精度是决定塑件制造质量的首要标准,然而,在满足塑件使用要求的前提下,设计时总是尽量将其尺寸精度放低一些,以便降低模具的加工难度和制造成本。由于计算机下盖不属于精密级塑件,故采用中等精度即可。查《塑料成型工艺与模具设计》[14] 表 可知,塑料 的一般精度等级为4级。选用一般精度经济合理,对应的模具相关零件的尺寸加工也可以得到保证。
2.4.2 表面质量
表面质量是一个大的概念,包括微观的几何形状和表面层的物理-力学性质两方面技术指标,而不是单纯的表面粗糙度问题。塑件的表观缺陷是其特有的质量指标,包括缺料,溢料与飞边,凹陷与缩瘪,气孔,翘曲等。模具的腔壁表面粗糙度是塑件表面粗糙度的决定性因素,通常要比塑件高出一个等级。本塑件的本制品表面除要求没有缺陷、毛刺、内部没有杂质以外没有其他特别的表面要求,比较容易实现。
2.5 温度调节系统的设计
在注射成型中,模具的温度直接影响到塑件的质量和生产效率。由于各种塑件的性能和成型工艺要求不同,对模具温度的要求也不同。对于要求较低模具温度(一般低于80℃)的塑件。如聚乙烯、聚丙烯、聚苯乙烯和ABS等仅需设置冷却系统即可;对于要求较高模具温度(80℃—120℃)的塑料,如聚碳酸酯、聚矾、聚苯醚等。有时仅靠注入高温塑料来加热模具是不够的,还需设置加热系统[15]。

微信

QQ1:3097331788 QQ2:2601997959 QQ3:2993773635



