


Y2-132S-4电机连接轴的加工工艺分析与编程
摘 要
电机连接轴是机器中经常遇到的典型零件之一。它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,以传递扭矩。按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、曲轴、凸轮轴、偏心轴、各种丝杠等轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间;轴用轴承支承,与轴承配合的轴段称为轴颈。轴颈是轴的装配基准,它们的精度和表面质量一般要求较高。根据零件的结构及其功能,运用定位夹紧的知识完成了夹具设计。
关键词:连接轴 轴颈 夹具
第一章 绪论
1.1 引言
随着电机传动领域的不断发展,对电机连接轴的要求也越来越高。电机连接轴是联接主动轴和从动轴,使之共同旋转,以传递运动和扭矩的机械零件。在高速重载的动力传动中,有些联轴器还有缓冲、减振和提高轴系动态性能的作用。连接轴分别与主动轴、从动轴联接,并联接成一体。大多数动力机都依靠连接轴与工作机联接。连接轴类型很多,通常分刚性连接轴和弹性连接轴两类。选型时,应综合考虑连接轴的工况条件、特点、制造成本、安装和使用环境等因素。
电动机Y-2-132S-4的连接轴具有补偿被联两轴轴线相对偏移的能力,具有缓冲减震性能,且结构简单价格便宜转速稳定的优点。本文以与切削用量的选择,工件的定位装夹,加工顺序,结合数控加工的特点,分别进行工艺方案分析,机床的选择,刀具加工路线的确定,数控程序的编制。在整个工艺过程的设计过程中,要通过分析,确定最佳的工艺方案,使得零件的加工成本最低,合理的选用定位夹紧方式,使得零件加工方便、定位精准、刚性好,合理选用刀具和切削参数,使得零件的加工在保证零件精度的情况下,加工效率最高、刀具消耗最低。
1.2选题的背景与意义
在电动机传动领域,解决好电动机的连接轴问题有着十分重要的意义,电动机连接轴性能的提高可以大大提高工农业生产设备的加工精度、工艺水平以及工作效率,从而提高产品的质量和数量。
连接轴是用来联接不同机构中的两根轴(主动轴)和(从动轴),使之共同旋转以传递扭矩的机械零件。在高速重载的动力传动中,连接轴还有缓冲、减振,和提高轴系动态性能的作用。
连接轴主要通过预紧来达到无空回传递扭矩,轴连接无空回,好的柔韧性和抗冲击性,允许各个方向的偏移,即使在高速下,运动也平稳,能承受大的工作量, 安装操作简单方便,免维护,不需停工期,能承受高温环境,小尺寸,小惯量,电绝缘,性价比高,额定扭矩 0.10-650 Nm 。
1.3研究现状
电动机Y2-132S-4型号的联接轴是与型号HSNH210-40的丝杆泵连接,此连接轴适合较高扭力钜的传动,利用螺栓拧紧的力量来使夹缝收缩,而将轴心紧紧夹持住。固定和拆卸方便,而且不会照成轴心的损坏。是采用紧固螺栓和夹持型并用的传统方式来固定,这种固定方式可以有效的防止轴向移动。在传递扭矩和回转角度时,能吸收轴地安装偏差。此联接轴地外形尺寸,即最大径向和轴向尺寸,都在机器设备允许的安装空间以内。可以很方便的日常维护和装拆方便,更换易损件时不用移动两轴、对中调整也很容易。
1.4研究内容
本毕业设计内容主要是详细叙述利用数控车床来加工零件。大致包含了数控技术特点的阐述、零件的工艺的分析过程、加工中一些问题的解决方法、数控加工过程、数控编程、机床操作与零件自检过程等另外还有参考文献、毕业设计小结、致谢、附录等部分。设计者以严谨务实的认真态度进行了此次设计,但由于知识水平与实际经验有限,时间又较为紧迫。在设计中难免会出现一些错误、缺点和疏漏,诚请各位评审老师给于批评和指正。
目录
第一章 绪论
1.1引言……………………………………………………….….5
1.2选题的背景与意义…………………………………………..5
1.3研究现状………………………………………………….….5
1.4研究内容……………………………………………………..6
第二章 工艺方案分析
2.1 零件图的工艺分析………………………………………….6
2.2 数控加工工艺基本特点…………………………………….7
2.3 加工方法的选择和加工方案的确定……………………….7
第三章 工件的装夹
3.1 定位基准的选择…………………………………………….10
3.2 定位基准选择的原则……………………………………….10
3.3 确定零件的定位基准……………………………………….11
3.4 装夹方式的选择…………………………………………….11
3.5 数控车床常用的装夹方式………………………………….11
3.6 确定合理的装夹方式……………………………………….12
第四章 工序与工步的划分
4.1 工序划分………………………………………………. .....13
4.2 工步划分…..……………………………………………......13
4.3 确定加工顺序及进给路线………………………………….14
第五章 刀具及切削用量
5.1 刀具的选择………………………………………………….16
5.2 设置刀点和换刀点………………………………………….18
5.3 切削用量选择……………………………………………….18
第六章 零件加工
6.1 编程误差及其控制………………………………………….19
6.2 加工工件的坐标系设定…………………………………….19
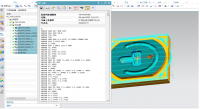
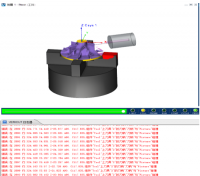
6.3 工艺指令处理及程序编制………………………………....20
都七章 总结………………………………………..………..............26
第八章 致谢…………………………………..……………… ....…...27
参考文献…………………………………………………………….…....28
附录……………………………………………………………...............28
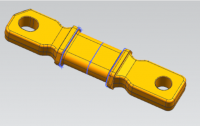
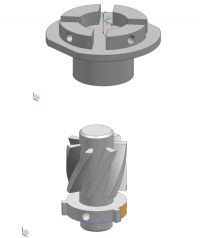
附录1 Y-2-132S-4电机连接轴的简易装配图………………………....28
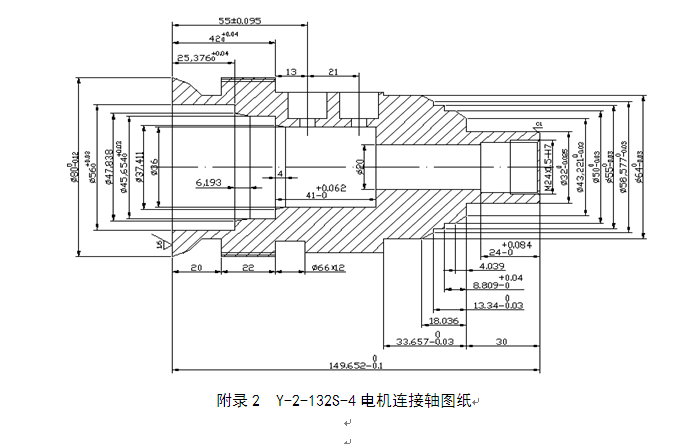
附录2 Y-2-132S-4电机连接轴图纸…………………………………....28
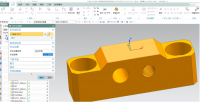
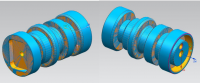
附录3 Y-2-132S-4电机连接轴零件轮廓……………………………… 30
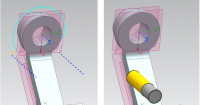
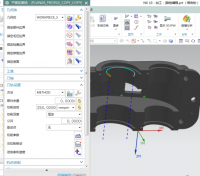
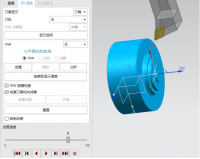
附录4 加工右端的轮廓…………………………… ……………… ….30
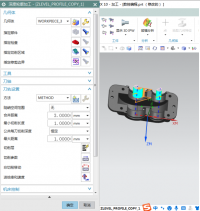
附录5加工左端的轮廓………………………………………………….30
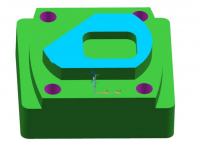
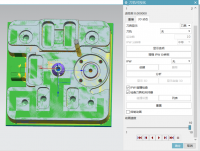
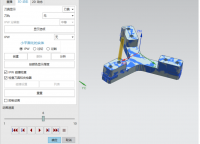
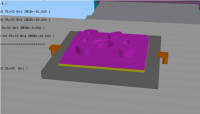
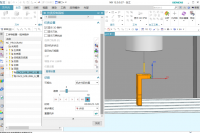
附录6铣床加工部分……………………………………………………31
附录7游标卡尺实物图…………………………………………………31
参考文献
[1] 吕士峰,王士柱.数控加工工艺.北京国防工业出版社,2006.
[2] 方新.数控机床与编程.高等教育出版社,2007.
[3] 袁哲俊.金属切削刀具第三版.上海科学技术出版社,1993.
[4] 艾兴,肖诗钢.切削用量手册第三版.机械工业出版社,1994.
[5] 余英良.数控加工编程及操作.高等教育出版社2007.
[6] 罗学科,张超英.数控机床加工工艺编程及操作实训.高等教育出版社 2003.
[7] 杨显宏.数控加工编程技术.电子科技大学出版社,2006.
[8] 赵长明,刘万菊.数控加工工艺及设备.北京高等教育出版社,2003.
[9] 杨胜群.UG NX4数控加工实用教程.清华大学出版社,2006.
[10] 陈宏钧.实用机械加工工艺手册.机械工业出版社,2003.
[11] 李华.机械制造技术.北京机械工业出版社,1997.
[12] 周问玉.数控加工技术基础.北京中国轻工业出版社,1999.
[13] 陈云.金属切削与刀具实用技术.化工出版社.2008.
定做数控专业毕业设计请登录:http://www.bysj1.com/html/4368.html




