


MFW-20车铣复合体的数控加工工艺及编程设计
第一章 绪论
1.1课题的研究意义及研究的主要内容
1.1.1、选题的意义
我选择设计的是型号升降液压油缸零件。该零件主要用在机械领域,在现代机械发展中具有举足轻重的作用(重点是动力方面),是液压系统中最重要的执行元件,它将液压能转换机械能,并与各种传动机构相配合,完成各种的机械运动。升降液压油缸有结构简单、输出力大、性能稳定可靠、使用维护方便、应用范围广泛等特点.
1.1.2、研究的主要内容,拟解决的主要问题(阐述的主要观点)
此次毕业设计,我要做的是升降液压油缸零件加工工艺的设计。我了解到升降液压油缸具有最基本5个部件:1-缸筒和缸盖 2-活塞和活塞杆 3-密封装置 4-缓冲装置 5-排气装置。目前我国升降液压油缸工程师主要集中在江苏和上海地区。其技术性能达到国外生产水平,产品使用范围已涉及很多重要领域,具有较高的使用和推广价值。产品制造过程中的最关键的技术环节包含设计、工艺规划、制造三大项目。目前,计算机技术均已很好的融入其中,形成了工业界目前非常流行的计算机辅助设计(CAD;UG)和数控技术加工制造。
每种缸的工作原理几乎都是相似的,拿一个手动千斤顶来说,千斤顶其实也就是个最简单的油缸了。通过手动增压秆(液压手动泵)使液压油经过一个单项阀进入油缸,这时进入油缸的液压油因为单项阀的原因不能再倒退回来,逼迫缸杆向上,然后在做工继续使液压油不断进入液压缸,就这样不断上上升,要降的时候就打开液压阀,使液压油回到油箱,这个是最简单的工作原理,其他的都是在这个基础上改进的。
1.2数控加工的发展及趋势
用数字信息控制零件和刀具位移的机械加工方法称为数控加工。它是解决航空航天产品零件品种多变、批量小、外形复杂、精度高等问题和实现高效率和自动化加工的有效途径。数控技术起源于航空工业的需要,20世纪40年代后期,美国一家升降机公司提出了数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数控机床已被用于各个工业部门,但航空航天工业始终是数控机床的最大客户。一些大的航空工厂配有数百台数控机床,其中以切削机床为主。数控加工的零件有飞机和火箭的整体壁板、大梁、蒙皮、隔框、螺旋桨以及航空发动机的机匣、轴、盘、叶片的模具型腔面等。数控机床发展的初期是以连续轨迹的数控机床为主,连续轨迹控制又称轮廓控制,要求刀具相对于零件按规定轨迹运动。以后又大力发展点位控制数控机床,点位控制是指刀具从某一点向另一点移动,只要最后能准确地到达目标而不管移动路线如何。
特点和效益 数控机床一开始就选定具有复杂型面的飞机零件作为加工对象,解决普通的加工方法难以解决的关键。数控加工的最大特点是用穿孔带(或磁带)控制机床进行自动加工。由于飞机、火箭和发动机零件各有不同的特点:飞机和火箭的零、构件尺寸大、型面复杂;发动机零、构件尺寸小、精度高。因此飞机、火箭制造部门和发动机制造部门所用的数控机床有所不同。在飞机和火箭制造中以采用连续控制的大型数控铣床为主,而在发动机制造中既采用连续控制的数控机床,也采用点位控制的数控机床(如数控钻床、数控镗床、加工中心等)。
数控加工有下列优点:①大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。②加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。③多品种、小批量生产情况下生产效率较高,能减少生产准备、机床调整和工序检验的时间,而且由于使用最佳切削量而减少了切削时间。④可加工常规方法难于加工的复杂型面,甚至能加工一些无法观测的加工部位。
数控加工的缺点是机床设备费用昂贵,要求维修人员具有较高水平。为了提高生产自动化程度,缩短编程时间和降低数控加工成本,在航空航天工业中还发展和使用了一系列先进的数控加工技术。如计算机数控,即用小型或微型计算机代替数控系统中的控制器,并用存贮在计算机中的软件执行计算机和控制功能,这种软连接的计算机数控系统正在逐步取代初始态的数控系统。直接数控是用一台计算机直接控制多台数控机床,很适合于飞行器的小批量短周期生产。理想的数控系统是可连续改变加工参数的自适应控制系统,虽然系统本身很复杂,造价昂贵,但可以提高加工效率和质量。数控的发展除在硬件方面对数控系统和机床的改善外,还有另一个重要方面就是软件的发展。计算机辅助编程(也叫自动编程)就是由程序员用数控语言写出程序后,将它输入到计算机中进行翻译,最后由计算机自动输出穿孔带或磁带。用的比较广泛的数控语言是APT语言。它大体上分为主处理程序和后置处理程序。前者对程序员书写的程序加以翻译,算出刀具轨迹;后者把刀具轨迹编成数控机床的零件加工程序。数控加工,是在对工件进行加工前事先在计算机上编写好程序,再将这些程序输入到使用计算机程序控制的机床进行指令性加工,或者直接在这种计算机程序控制的机床控制面板上编写指令进行加工。加工过程包括:走刀,换刀,变速,变向,停车等,都是自动完成的。数控加工是现代模具制造加工的一种先进手段。当然,数控加工手段也一定不只用于模具零件加工,用途十分广泛。更高的提高了加工效率。
摘 要 I
Abstract II
第一章绪论 4
1.1课题的研究意义及研究的主要内容 4
1.1.1课题的研究意义 4
1.1.2研究的主要内容 4
1.2数控加工的发展及趋势 5
1.3轴套类零件的材料和技术要求 7
第二章轴类零件的加工工艺和零件的图样分析 8
2.1轴和轴套的绘制技巧和工艺性分析 8
2.2工艺设计说明 8
2.3工艺基准及切削用量选择 9
2.3.1工艺基准的选择 9
2.3.2切削用量选择 11
2.4第一阶段:分析升降液压油缸—轴图样和工艺处理 11
2.5第二阶段:分析升降液压油缸—轴套正面图样和工艺处理 14
第三章三维建模 17
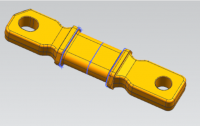
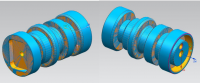
3.1液压轴零件图的绘制 17
3.2液压套零件图的绘制 20
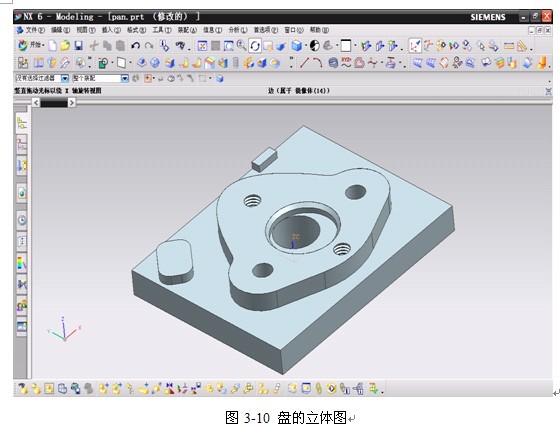
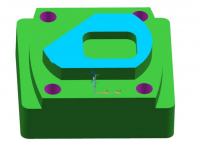
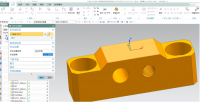
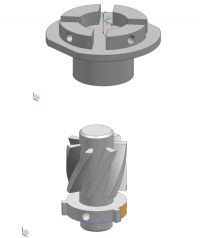
3.3盘类组合体零件的绘制 21
第四章零件仿真加工 27
4.1数控加工刀具的选择和加工方法的选择 27
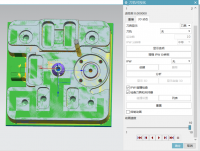
4.1.1新建加工文件并装入零件模型 27
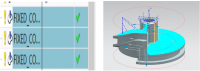
4.1.2进入加工环境、创建几何体及刀具 28
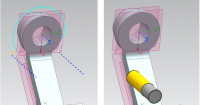
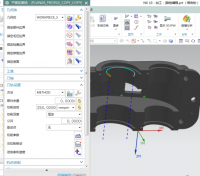
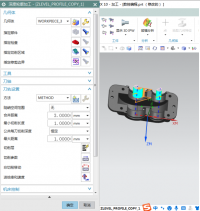
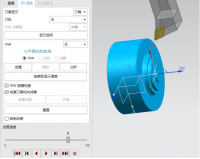
4.1.3创建操作 30
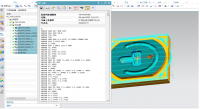
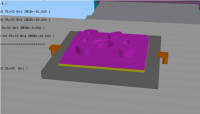
4.2生成刀具路径 30
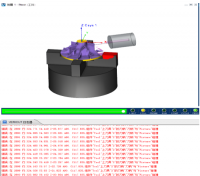
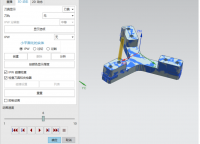
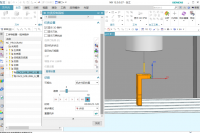
4.3加工仿真 31
4.4后处理(生成NC程序) 32
参考文献 35
致谢 36
参考文献
1.《机械技术基础》 倪森寿 主编 无锡职业技术学院
2.《UG三维造型与数控加工编程》 过小容 李坤 编著 辽宁科学技术出版社
3.《AutoCAD2005机械制图》 孙燕华 主编 机械工业出版社
4.《工程材料与热成型工艺》 姜敏凤 主编 高等教育出版社
5.《机械制造工艺与装备》 倪森寿 主编 化学工业出版社
6.《机电与数控专业英语》 蒋忠理 主编 机械工业出版社
7.《典型零件数控加工工艺编制及实施》 李晓会 主编 无锡职业技术学院




