





















汽车变速箱粗镗孔及钻孔组合机床设计
摘 要
镗床用来加工直径较大的孔,能达到较高的加工精度。钻孔能加工较小直径的孔,实际上本课题中的扩倒挡孔是以钻孔的方式加工,本次设计的粗镗孔及钻孔组合机床,不仅可以保证加工精度,还可以提高加工效率,适合大批量生产。设计内容“三图一卡”包括:零件工序图、加工示意图、机床联系尺寸图。多轴箱设计包括:绘制多轴箱设计原始依据图、主轴直径和齿轮模数的确定及动力计算、多轴箱传动设计、绘制多轴箱总图以及重要部件的强度校核。夹具设计包括:工件定位方案和夹紧位置的确定、刀具导向装置的选择、夹紧机构的设计。工件定位用一面两销定位,夹紧用液压夹紧,加工精度要靠镗模保证。
关键词:三图一卡;主轴箱;夹具;校核
1绪论
1.1 课题背景
1.1.1概述
随着社会的不断进步,机械加工技术的不断发展,科技的不断发展,传统的机床已不能完全适应新形势的要求。传统的机床只能对一种零件进行单刀,单工位,单轴,单加工面,生产效率低切加工精度不稳定,为了解决传统机床存在的弊端,行业内的工程技术人员相应地设计出了专门用来加工某个工序的专用机床。但是正是由于现在使用的专用机床是根据某一工艺要求专门设计制造的,而且它的组成部件都必须是专门设计制造,因此与传统机床相比较的话,专用机床的造价会比较贵,而且设计和制造的周期也较长。为了解决传统机床和专用机床之间的矛盾,组合机床就自然而然地出现了,组合机床拥有成本低和高效率的优点,机床的很多部件都是通用件,不需要进行大量的零件设计和制造。在大批量,在大量生产中得到了广泛的应用。目前,组合机床主要是用于平面类加工和孔类加工两种工序。平面加工包括铣平面,锪平面,车平面;孔加工包括钻,扩,铰,镗以及倒角,切槽,攻螺纹,锪沉孔,滚压孔等。
本课题是针对汽车变速箱主轴箱箱体主轴孔的卧式组合机床设计,该机床用于粗镗该变速箱箱体前后轴承孔和扩倒挡孔,能适应40000/年的大批量生产的要求。
1.1.2组合机床的组成及特点
组合机床是根据工件实际的加工需要.它是以大量通用部件为基础,配以少量专用部件组成的工序集中的高效专用机床。
组合机床的组成部分包括专用部件和通用部件
1、专用部件
a、夹具:夹具的作用是将工件在机床上定位和夹紧。夹具的两侧面是钻模板,对刀具起导向作用,若是把机床是用于自动线中,那么夹具又与工件的输送装置相联系,由输送装置带动,连同工件一起运动,故叫随行夹具。由于夹具是按工件形状尺寸和加工要求设计的,所以当要加工的对象变换时,夹具也要进行更换,因而夹具被归类于专用部件。
b、主轴箱:主轴箱中有同工件上被加工孔的位置相一致的主轴,主轴上可安装相应的刀具,主轴箱固定在动力头的前部,并由动力头传动,一般来说,主轴箱只能用于一种零件的加工,所以也属于专用部件。
2、通用部件
通用部件根据功能可以将其分为动力部件、支承部件、输送部件、控制部件和辅助部件五大类。
动力部件是用来为组合机床提供主运动和进给运动的部件。主要包括动力箱、切削头和动力滑台。
支承部件是用以安装动力滑台、带有进给机构的切削头或夹具等的部件,有侧底座、中间底座、支架、可调支架、立柱和立柱底座等。
输送部件是用以输送工件或主轴箱至加工工位的部件,主要有分度回转工作台、环形分度回转工作台、分度鼓轮和往复移动工作台等。
控制部件是用以控制机床的自动工作循环的部件,有液压站、电气柜和操纵台等。辅助部件有润滑装置、冷却装置和排屑装置等。
目 录
1绪论 1
1.1 课题背景 1
2 国内外研究现状与发展趋势 3
2.1国内组合机床的现状及发展 3
2.2 国外组合机床现状 4
3 课题的目的及其意义 6
4 研究内容 7
4.1设计任务极其要求 7
4.2设计内容 7
4.3零件分析 7
5组合机床总体设计 11
5.1工艺方案的选择及配置 11
5.2 组合机床通用部件及其选用 11
5.3导向结构的选择 15
5.4动力头工作循环及其行程的确定 17
5.5选择动力部件 17
5.6确定机床装料高度 19
5.7机床分组 19
5.9计算并绘制生产率计算卡 20
6组合机床多轴箱设计 22
6.1 传动方案的分析 22
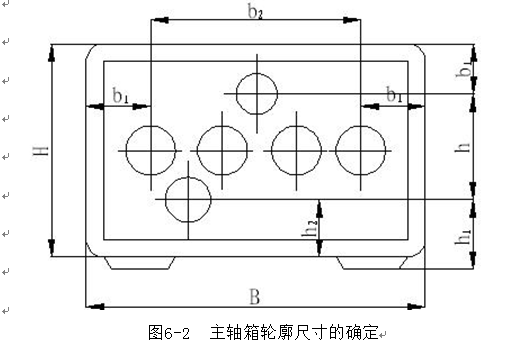
6.2确定多轴箱轮廓尺寸 23
6.3各轴轴向力的计算 24
6.4主轴、齿轮、动力部件的计算 25
6.5齿轮的计算 26
6.6主轴箱的润滑 29
6.7 主轴零件的校核 29
7 小结 35
参考文献 36
致谢 37
参考文献
[1]田文杰,牛文铁,常文芬,张大卫.数控机床几何精度溯源方法研究.机械工程学报, 2014,50(7).
[2]杨兆军,陈传海,陈菲,李国发.数控机床可靠性技术的研究进展.机械工程学报,2013,49(20).
[3]杨建国,任永强,朱卫斌,黄明礼,潘志宏.数控机床热误差补偿模型在线修正方法研究.机械工程学报,2003,39(03).
[4]张接信.组合机床及其自动化.人民交通出版社,2009.
[5] 吴文镜,刘强.机床动力学建模的拓展传递矩阵法术.机械工程学报,2010,46(27).
[6] 王福吉,贾振元,阳江源,卢晓红.基于动态模糊神经网络的机床时变定位误差补偿木.机械工程学报,2011,47(13).
[7] 肖华、王国顺.机械制造基础.中国水利水电出版社,2005.
[8] 周玉清,梅雪松,姜歌东,孙挪刚,陶涛.基于内置传感器的大型数控机床状态监测技术木.机械工程学报,2009,45(04).
[9] Yih-Fang Chang, Truong-GiangNguyen,Chia-PinWang .Design and implementation of look-ahead linear jerk filter for a computerized numerical controlled machine .Control Engineering Practice .18 (2010) 1399–1405
[10]Ignacio Lira,George Cargill.Uncertainty analysis of positional deviations of CNC machine tools.Precision Engineering 28 (2004) 232–239
[11]H.F.F. Castro.Uncertainty analysis of a laser calibration system for evaluating the positioning accuracy of a numerically controlled axis of coordinate measuring machines and machine tools.Precision Engineering 32 (2008) 106–113
[12]Daisuke Konoa, Atsushi Matsubaraa, Kotaro Nagaokab,Kazuo Yamazakic.Analysis method for investigating the influence of mechanical components on dynamic mechanical error of machine tools.Precision Engineering 36 (2012) 477– 484
[13]K.Yamamura,K.Ueda ,M.Nagano ,N.Zettsu ,S.Maeo,S.Shimada,T.Utaka ,K.Taniguchi .Fabrication of damage-free Johansson-type doubly curved crystal spectrometer substrate by numerically controlled local wet etching .Nuclear Instruments and Methods in Physics Research A 616 (2010) 281–284
[14]AlexanderYuen,KeZhang,YusufAltintas .Smoothtrajectorygenerationfor five-axismachinetools .International JournalofMachineTools&Manufacture71(2013)11–19
http://www.bysj1.com/html/4747.html http://www.bysj1.com/html/5091.html




