


EX-103左转向臂锻模型腔的模型、加工工艺及数控程序设计
摘要:数控加工技术是20世纪40年代后期为适应加工复杂外形零件而发展起来的一种自动化技术。数控加工时一种具有高效率、高精度与高柔性特点的自动化加工方法,可有效解决复杂、精密、小批量多变零件的加工问题,从而顺应柔性制造技术(FMS)的发展要求,充分适应现代化生产的需要,因此数控加工是现代机械类高职学生必须掌握的技能之一,而数控工艺又是数控加工技术的核心。
机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件,是机械加工中最主要的技术文件,零件结构工艺性和加工表面技术条件分析,可提高机械加工生产的效率及精度。
关键词:数控加工;工艺分析
Model, machining process and CNC programming arm die EX-103 left shift
Abstract:CNC manufacturing technology is a kind of automation technology in twentieth Century 40 time later period to adapt to the machining of complex shaped parts and developed. NC machining automation processing method with high efficiency, high precision and high flexibility, can effectively solve the problems of complex processing, precision, small batch and changeable parts, so as to conform to the flexible manufacturing technology (FMS) development, fully adapt to the modern production, the NC machining is one of the modern mechanical engineering students in higher vocational colleges must master the skills, and numerical control technology is the core technology of numerical control machining.
The machining process planning is the process of document parts machining process and method of operation, is the main technical documents in machining, part structural analysis of process and surface condition, and can improve the efficiency and accuracy of machining production.
Keywords:NC machining;process analysis
目 录
第一章 绪论 1
1.1研究意义 1
1.2研究的内容 1
1.3成后的成果 1
第二章 EX-1.3左转向臂锻模型腔的三维建模 2
2.1分析EX-103左转向臂锻件零件图 2
2.2EX-103左转向臂的零件绘制 2
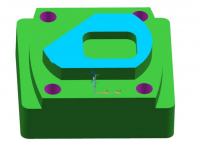
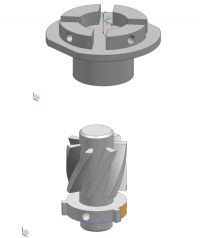
2.3EX-103左转向臂锻模型腔的建立 5
2.4EX-103左转向臂锻模型腔上下模的建立 7
2.5本章小结 8
第三章EX-103左转向臂锻模型腔的二维工程图 9
3.1型腔上下模的二维工程图绘制 9
3.2本章小结 9
第四章EX-103左转向臂锻模型腔的加工工艺 10
4.1工艺设计说明 10
4.2工艺基准及切削用量选择 10
4.3EX-103锻模型腔工艺分析 11
4.4EX-103锻模型腔的加工工艺文件 11
4.5本章小结 12
第五章EX-103左转向臂锻模型腔的程序 13
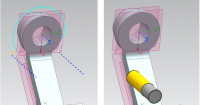
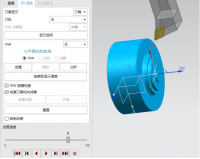
5.1选择刀具 13
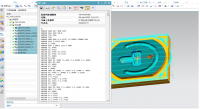
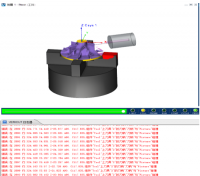
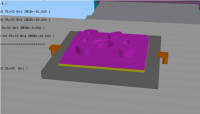
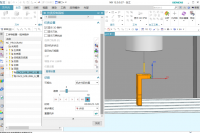
5.2生成刀轨 13
5.3编制加工程序 19
5.4本章小结 20
第六章回顾总结 21
6.1成果 21
6.2存在的问题 21
6.3收获体会 21
致谢 22
参考文献 23
附录 24
第一章绪论
1.1研究意义
在数控加工中,工艺路线安排、加工策略与刀具的选择等,对加工效率、加工质量和加工成本影响很大。考虑不周,往往会造成工艺设计不合理,从而引起编程工作反复,工作量成被增加,有时还会发生推倒重来的现象,造成一些不必要的损失,严重者甚至还会造成数控加工的差错。因此全面合理的工艺分析是进行数控编程的重要依据和保证。
1.2研究的内容
现在世界上很多发达的工业化国家在生产中广泛应用数控机床。随着电子技术控制技术的飞速发展,当今的数控系统功能已经非常强大,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业的发展起着越来越重的作用。随着科学技术的发展,世界先进技术的兴起和不断成熟,对数控技术提出了更高的要求。当今数控机床正在不断采用最新成果,朝着高速化、超精度化多功能化、智能化、系统化、网络化、高可靠性与环保等方向发展。
进入21世纪,我国经济与国际全面接轨,进入了一个蓬勃发展的新时期。机床制造业既面临着机械制造业需求水平提升而引发的制造装备发展的良机,也遭遇到加入世界贸易组织后激烈的国际市场竞争的压力,加速推进数控机床的发展是解决机床制造业持续发展的一个关键。随着制造业对数控机床的大量需求以及计算机技术和现代设计技术的飞速进步,数控机床的应用范围还在不断扩大,并且不断发展以更适应生产加工的需要。
1.3完成后的成果
我这次的课题是EX-103左转向臂锻模型腔的模型、加工工艺及数控程序设计其主要要就内容包括以下几个方面:
1应用UG软件设计锻模型腔的三维模型
2应用UG软件将锻模型腔三维模型生成二维工程图
3分析锻模型腔的加工方案、工艺路线、加工参数
4编制锻模型腔的加工工艺及数控加工程序
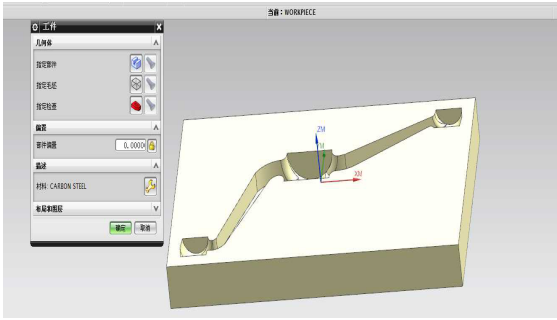
第二章EX-103左转向臂锻模型腔的三维建模
2.1分析EX-103左转向臂锻件零件图
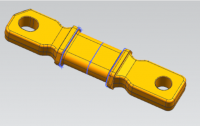
如图2-1所示该零件部分为圆台,以长方体臂节链接,连接处有R3圆角。使用的夹具是平口虎钳,采用铣床铣削加工,先粗铣,半精铣,最后精铣,达到要求。
1.图中未注精度要求为长度宽度公差为正1.7mm负0.8mm,高度公差为正2.0mm负0.5mm
2.工件要求调制处理HB269-298
3.表面抛丸处理
4.选用材料为45钢
参考文献
[1] 过小容 李 坤 《UG三维造型与数控加工编程》 辽宁科学技术出版社
[2] 王学军 李玉龙 《CAD/CAM应用软件---UG训练教程》 高等教育出版社
[3] 顾 京 王振宇 《数控加工技术及应用》 高等教育出版社
[4] 邓建新 《数控刀具材料选用手册》 机械工业出版社
[5] 艾 兴 肖诗纲 《切削用量简明手册》 机械工业出版社
[6] 顾 京 《数控机床加工程序编制》 机械工业出版社
[7] 倪森寿 《机械制造工艺与装备》 化学工业出版社
[8] 姚明雄 华红芳 《机械制图》 电子工业出版社




