





















组合机床主轴零件的制造工艺及工装设计
摘要:本次设计完成35钢轴类零件工序专用夹具设计。对零件制造工艺及工装设计的基础上进行分析,拟定零件的加工路线;按照工序的具体内容,独立完成工件的定位方案和相应夹具结构的设计。主要任务包括:零件图抄画、毛坯确定、工艺制定、夹具设计等。
关键词:工艺制定,夹具设计
目 录
组合机床主轴零件的制造工艺及工装设计 II
目 录 III
第1章 绪论 4
1.1 机械工艺过程 4
1.2机械加工工艺规程 4
第2章 零件的分析 4
2.1零件图分析 4
2.2零件的工艺分析 5
3.1.1 零件材料与毛坯 6
3.2 基准的选择 7
3.3拟定加工工艺路线 7
3.4确定切削用量和工时定额 8
3.5工序 9
3.7 时间定额计算及生产安排 11
第4章 夹具设计 15
4.1 定位方案 15
4.2 夹具结构设计 15
4.3 定位误差的分析 16
4.4 夹具装置的简要概述 16
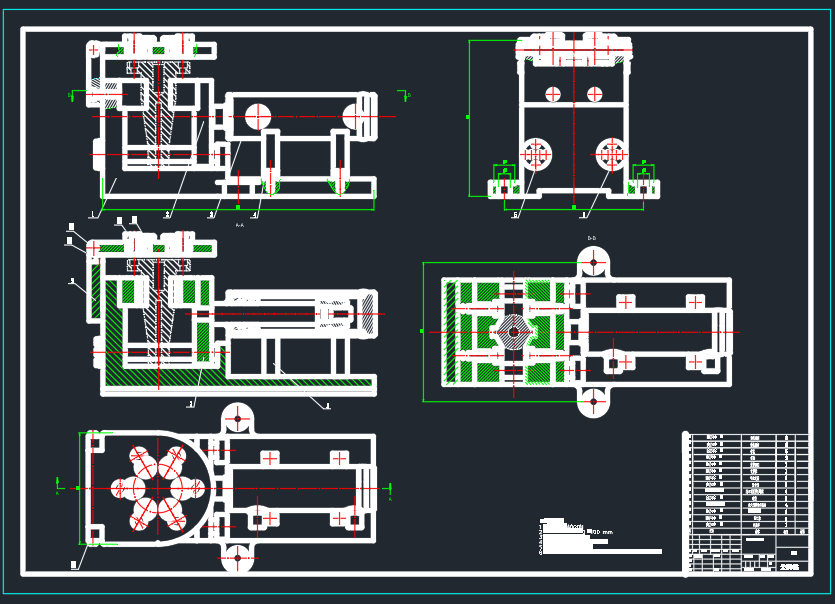
4-1 夹具装配图 17
4.5夹紧力的估算 17
总 结 18
致 谢 19
参 考 文 献 20
第1章 绪论
1.1 机械工艺过程
工艺过程是指改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程,工艺过程包括了毛坯制造工艺过程,热处理工艺过程,机械加工工艺过程、装配工艺过程等。此次工件的加工利用且削加工、磨削加工、特种加工、精密和超精密加工。
机械加工工艺过程是由一个或若干个工序所组成的。每-个工序又可划分为安装、工位、工步和走刀。
1.2机械加工工艺规程
制定专用的规程步骤
1) 通算年度生产纲领,及时探讨产品生产类型。
2) 分析零件图及产品图,并对所要加工的零件进行分析。
3) 检查操作设备和装置,计算负载能力和实际的耐用性。
4) 确定操作中使用的工具,附件,测量仪器和辅助装置的完整性。
5) 对加工过程有条理的记录。
6) 检查刀具、夹具、工件。
7) 拟定切削次数和加工所要的时间。
8) 确定各部分操作内容的技术指标。
9) 最后完善工序文件内容。
参 考 文 献
[1] 倪庆兴,王殿臣.起重机械. 上海:上海交通大学出版社,
[2] 管彤贤,潘力行,龚贤.起重机械典型结构图册.北京:人民交通出版社,1993.
[3] AUTOCAD实用教程(2005中文版).哈尔滨:哈尔滨工业大学出版社.2005.
[4] 大连理工大学工程画教研室.机械制图, 北京:高等教育出版社,2000.
[5] 李银山,徐克晋.桁架门式起重机空间结构优化设计[J].太原重型机械学院学报,1996,17(1).
[6] 于兰峰.LDF型单梁桥式起重机小偏轨箱型主梁的优化设计[J].机械科学与技术,1996,3页.
[7] 郑海斌,张大可.塔式起重机起重臂有限元模态及动态分析[J].建筑机械化,2004,5页.
[8] 夏建芳,刘哲明.桁架起重机主梁强度分析与结构优化[J].机械工程师,2007(3):24-26页.
[9] 张晓丽,李赵雪等.基于面向对象技术的起重机参数化设计系统研究[J].重庆工学院学报,2003,6页.
[10] 张质文,貞和谦等.起重机设计手册[M]. 北京:中国铁道出版社,1997.
[11] 顾迪民.工程起重机(第2版)[M]. 北京:中国建筑工业出版社,1988.
[12] 张青,张瑞军.工程起重机结构与设计[M]. 北京:化学工业出版社,2008.
[13] 李守林.我国塔式起重机的现状与发展[J]. 建筑机械化,2000,(06).
[14] 万力.我国起重机科技进步情况的回顾[J]. 起重运输机械,1999,(10).
[15] 吴丽萍.我国起重机新技术的进展与国外发展动向[J]. 山西机械,2002,(04)



