


带椭圆轮廓螺纹轴数控加工工艺设计
摘 要
数控车削加工方案的拟订是制订车削工艺规程的重要内容之一,本设计是根据数控车削加工的工艺方法,安排工序的先后顺序,确定刀具的选择和切削用量的选择等设计的。根据设计思想总结了数控车削加工工艺的一些综合性的工艺原则,结合带椭圆轮廓螺纹轴的设计加工,提出设计方案,并对比分析。
数控加工中经常遇到带椭圆轮廓螺纹轴的加工,在对某带椭圆轮廓螺纹轴零件进行加工工艺分析的基础上,编写了数控加工程序,检验数控编程及各种工艺的正确性,为该类零件的数控加工提供了很有意义的参考。
关键词 数控车床 数控车削加工工艺 带椭圆轮廓螺纹轴加工 零件图的工艺分析
Abstarct
The numerical control turning processing scheme shall formulate turning procedure is one of the important contents of the design, according to the numerical control turning processing technique, the arrangement of the process, determine the sequence of tool selection and design of cutting parameter selection. According to the design thought summarizes some of the numerical control turning processing technology, combined with the principles of comprehensive designing and machining of threaded axis, design and analysis.
CNC screw shaft frequently encountered in the process of a thread, axial parts processing, on the basis of the analysis of nc machining process, compiling and various process inspection CNC programming, the correctness of such parts for CNC processing provides very meaningful reference.
Key words :CNC lathe The numerical control turning processing Threaded processing The analysis of the technology
目 录
引 言 1
1. 带椭圆轮廓螺纹轴简述和工艺分析与设计 2
1.1 带椭圆轮廓螺纹轴的简述 2
1.2 数控加工工艺分析与设计 2
2. 带椭圆轮廓螺纹轴车削加工工艺及编程 4
2.1 带椭圆轮廓螺纹轴加工概念及加工工艺 4
2.2 G32带椭圆轮廓螺纹轴切削指令应用 8
2.3 带椭圆轮廓螺纹轴切削单一固定循环G92 11
2.4 带椭圆轮廓螺纹轴切削复合循环G76 12
2.5 内带椭圆轮廓螺纹轴切削编程示例 14
3. 典型轴类零件(带椭圆轮廓螺纹轴)的数控加工工艺分析 16
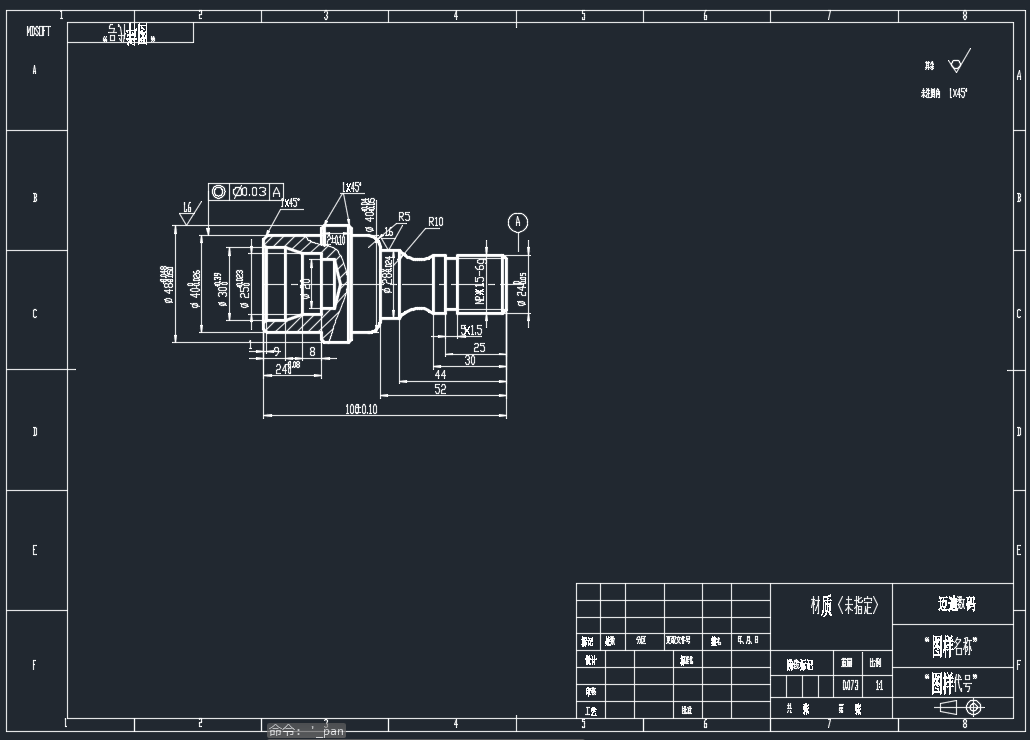
3.1零件图工艺分析 16
3.2选择设备 17
3.3确定零件的定位基准和装夹方式 17
3.4刀具选择 17
3.5确定加工顺序及进给路线 17
3.6切削用量选择 18
4. 轴类零件(带椭圆轮廓螺纹轴)加工过程中几点说明 20
结 论 21
致 谢 22
参考文献 23
引 言
科学技术日新月异,工业生产不断进步,市场对产品的质量和生产效率提出了越来越高的要求。根据数控车削加工的工艺方法,安排工序的先后顺序,确定刀具的选择和切削用量的选择等设计。一般生产加工中,带椭圆轮廓螺纹轴的加工方式多采用攻丝这种传统工艺,随着数控技术的发展、软件的创新、控制精度的提高、三轴联动或多轴联动数控系统的产生及其在生产领域的广泛应用,相应的先进加工工艺——带椭圆轮廓螺纹轴铣削逐渐得以实现,其加工精度、光洁度以及柔性是攻丝无法比拟的,另外其经济性在某种情况下也更优于传统工艺。良好的结构工艺性,可以使零件加工容易,节省工时和材料。而较差的零件零件工艺性,会使加工困难,浪费工时和材料,有时甚至无法加工。因此,零件各加工部位的结构工艺性应符合数控加工的特点。
1.带椭圆轮廓螺纹轴简述和工艺分析与设计
1.1 带椭圆轮廓螺纹轴的简述
在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。带椭圆轮廓螺纹轴按其母体形状分为圆柱带椭圆轮廓螺纹轴和圆锥带椭圆轮廓螺纹轴;按其在母体所处位置分为外带椭圆轮廓螺纹轴、内带椭圆轮廓螺纹轴,按其截面形状(牙型)分为三角形带椭圆轮廓螺纹轴、矩形带椭圆轮廓螺纹轴、梯形带椭圆轮廓螺纹轴、锯齿形带椭圆轮廓螺纹轴及其他特殊形状带椭圆轮廓螺纹轴,三角形带椭圆轮廓螺纹轴主要用于联接,矩形、梯形和锯齿形带椭圆轮廓螺纹轴主要用于传动;按螺旋线方向分为左旋带椭圆轮廓螺纹轴和右旋带椭圆轮廓螺纹轴,一般用右旋带椭圆轮廓螺纹轴;按螺旋线的数量分为单线带椭圆轮廓螺纹轴、双线带椭圆轮廓螺纹轴及多线带椭圆轮廓螺纹轴;联接用的多为单线,传动用的采用双线或多线;按牙的大小分为粗牙带椭圆轮廓螺纹轴和细牙带椭圆轮廓螺纹轴等,按使用场合和功能不同,可分为紧固带椭圆轮廓螺纹轴、管带椭圆轮廓螺纹轴、传动带椭圆轮廓螺纹轴、专用带椭圆轮廓螺纹轴等。
1.2 数控加工工艺分析与设计
零件结构工艺性是指所设计的零件在能满足使用要求的前提下,制造的可行性和经济性。良好的结构工艺性,可以使零件加工容易,节省工时和材料。而较差的零件零件工艺性,会使加工困难,浪费工时和材料,有时甚至无法加工。因此,零件各加工部位的结构工艺性应符合数控加工的特点。
分析零件,技术要求包括5个方面:
(1)加工表面的尺寸精度,该零件图的表面尺寸精度要求较高;
(2)主要加工表面的形状精度,该零件主要加工的形状为外圆弧表面;
(3)主要加工表面的相互位置精度;
(4)加工表面的粗糙度和机械物理性能;
(5)热处理及其它要求。
该零件有端面、外圆、倒角、圆弧、带椭圆轮廓螺纹轴、退刀槽等,故为典型轴零件,最适合数控车床加工,选择FANUNC的Oi系列机床。
(1)确定工件的加工部位和具体内容
确定被加工工件需在本机床上完成的工序内容及其与前后工序联系。
①工件在本工序加工之前的情况。例如铸件、锻件或棒料、形状、尺寸、加工余量等。
②前道工序已加工部位的形状、尺寸或本工序需要前道工序加工出的基准面、基准孔等。
③本工序要加工的部位和具体内容。
(2)确定工件的装夹方式
根据已确定的工件加工部位、定位基准和夹紧要求,选用或设计夹具。数控车床多采用三爪自定心卡盘夹持工件;轴类工件还可以采用尾座顶尖支持工件。由于数控车床主轴转速极高,为便于工件夹紧,多采用液压高速动力卡盘,因它在生产厂已通过了严格的平衡,具有高转速(极限转速可达4000~6000 r/min)、高夹紧力(最大推拉力为2000~8000 N)、高精度、调爪方便、通孔、使用寿命长等优点。还可使用软爪夹持工件,软爪弧面由操作者随机配制,可获得理想的夹持精度。通过调整油缸压力,可改变卡盘夹紧力,以满足夹紧各种薄壁和易变形工件的特殊需要。为减少细长轴加工时受力变形,提高加工精度,以及在加工带孔轴类工件内孔时,可采用液压自动定心中心架,定心精度可达0.03 mm。



