





基于UG的特大型直齿锥齿轮加工和修形技术研究与仿真
摘要
直齿锥齿轮,是指齿廓为摆线的等距曲线形状的盘形或圆环形齿轮。它由于传动比大、外轮廓尺寸小、传动效率高和承载能力强等众多优点得到广泛的应用。特大型直齿锥齿轮是直齿锥齿轮中较为常用的一种,特大型直齿锥齿轮是齿顶、齿根都带有锥度的直齿锥齿轮,利用其齿厚锥度变化的特点,平行轴传动时,可以通过改变齿轮副轴向的相对位置来调整齿侧间隙,从而实现有精密回差要求的传动。
本文利用UG 进行建模,根据所得参数及方程式在UG 的工具表达式以及规律曲线的操作下直接绘制出直齿锥齿轮的齿廓曲线,通过曲线建立三维模型。根据数控加工的基础,设定好各项参数,使用UG 的数控加工功能将直齿锥齿轮加工出来。
关键词:直齿锥齿轮,特大型直齿锥齿轮,UG,仿真加工
Abstract
A straight bevel gear is a disc or ring gear with an equidistant curve, whose profile is cycloidal. It has been widely applied due to many advantages such as large transmission ratio, small external contour, high transmission efficiency and strong bearing capacity. The oversize straight bevel gear is a common kind of straight bevel gear. The oversize straight bevel gear is the straight bevel gear with the taper of the tooth top and the tooth root. Using the characteristic of the change of the tooth thickness, the clearance of the tooth side can be adjusted by changing the relative position of the axis of the gear pair, so as to realize the precision. The transmission required by the dense return difference.In this paper, the UG is used to model the tooth profile of the straight tooth bevel gear, and the three-dimensional model is established by the curve of the tool expression and the regular curve of the UG. According to the basis of NC machining, each parameter is set up and the straight bevel gear is machined by using the NC machining function of UG.
Key words: straight bevel gear, super straight bevel gear, UG, simulation machining
目 录
第1章 绪论 1
1.1本课题的研究意义 1
1.2课题研究方法 2
1.3摆线行星传动研究现状 3
1.4仿真技术研究现状 3
1.5论文主要研究工作 4
第2章 特大型直齿锥齿轮的设计 5
2.1引言 5
2.2摆线齿廓的形成原理 5
2.3摆线轮齿廓曲线方程式 6
2.4特大型直齿锥轮齿廓曲线方程式 8
2.5特大型直齿锥齿轮基本几何尺寸 9
2.6摆线轮不产生“根切”的条件 10
2.7特大型直齿锥齿轮基本参数设计及计算 10
第3章 基于UG的特大型直齿锥齿轮建模 12
3.1引言 12
3.2建立特大型直齿锥齿轮的轮廓曲线 12
3.3建立特大型直齿锥齿轮实体模型 14
第4章 特大型直齿锥齿轮的数控仿真加工 15
4.1引言 15
4.2 数控加工准备及工艺分析 15
4.2.1 毛坯选择 15
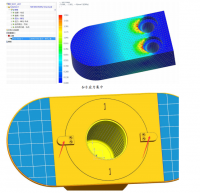
4.2.2 工件夹具设计 16
4.2.3数控加工工艺路线设计 18
4.2.4刀具的选择 20
4.2.5加工余量与切削用量的选择 21
4.3工艺方案对比分析 23
4.3.1 型腔铣 23
4.3.2插铣 24
4.3.3等高轮廓铣 25
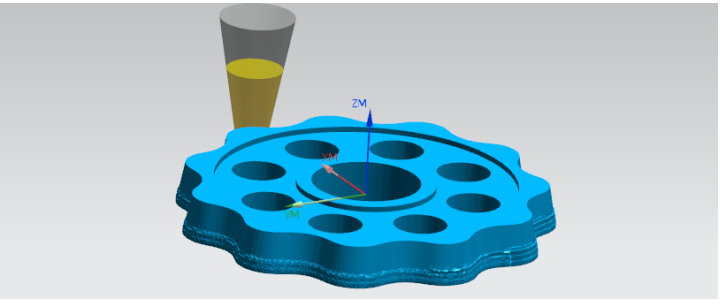
4.4 UG数控加工操作 25
4.4.1进入UG加工模块 26
4.4.2创建程序 26
4.4.3创建几何体 27
4.4.4创建刀具 28
4.4.5创建加工方法 29
4.4.6创建工序 30
4.4.7生成刀路轨迹及仿真 30
4.5后处理 32
结论 34
参考文献 35
致谢 36
附录1 后处理文件部分源码及解释 37
第1章 绪论
1.1本课题的研究意义
精密传动是国防工业和制造装备业极其重要的基础件,它是一种以高精度的传递运动为主要目的机械传动形式。精密传动不但有高运动精度,还具有刚度高、承载能力大、结构紧凑、体积小、保精度寿命长、间隙可调和响应快等特点。精密传动在许多工业领域诸如精密机械、航空航天、武器装备、数控机床、印刷包装机械、交通运输机械、机器人、医疗器械等领域应用十分广泛,不管是国际还是国内的市场都非常有前景。
直齿锥齿轮,是指齿廓为摆线的等距曲线形状的盘形或圆环形齿轮。它由于传动比大、外轮廓尺寸小、传动效率高和承载能力强等众多优点得到广泛的应用。特大型直齿锥齿轮是直齿锥齿轮中较为常用的一种,特大型直齿锥齿轮是齿顶、齿根都带有锥度的直齿锥齿轮,利用其齿厚锥度变化的特点,平行轴传动时,可以通过改变齿轮副轴向的相对位置来调整齿侧间隙,从而实现有精密回差要求的传动。所以特大型直齿锥齿轮比普通直齿锥齿轮更容易实现精密传动。通过特大型直齿锥齿轮可实现特大型直齿锥行星传动,特大型直齿锥行星传动是依据普通摆线针轮行星传动的针齿半径改变时对应的系列变幅摆线互为等距线而提出的新型传动,属于差齿行星传动。该传动将针齿改为圆锥形,对应的摆线轮为锥面(该锥面由直线母线沿定点及变幅摆线发生线运动形成)。这个传动的任意截面本质上是一个普通摆线行星传动,即特大型直齿锥行星传动任意截面满足啮合定律。这个系列摆线行星传动的变幅系数、基圆、滚圆、针轮和摆线轮的节圆、偏心距都是相等的,但是针轮的半径以及摆线轮的齿顶圆和齿根圆都是不同的。锥型摆线传动具有“零”传动误差和“零”回差特性,在卫星通信、雷达及电子对抗、遥感与遥测等重大国防装备天线精密传动系统中具有很好的应用前景。该传动的特点可概括为以下四点:
1) 啮合的间隙可以调整,容易获得较高的传动精度。如果啮合副和相关零部件具有足够高的制造精度,可通过改变特大型直齿锥轮的轴向位置调整啮合间隙。
2) 承载的能力大,啮合刚度高。特大型直齿锥行星轮与锥形针齿为线接触副,其接承载能力大,啮合刚度高,特大型直齿锥行星轮与锥形针齿为线接触副,其接触应力高于点接触副。
3) 不需要修形。特大型直齿锥轮的重合度为摆线轮齿数的一半,特大型直齿锥轮不需要修形,方便加工。
4) 啮合副为锥形零件,容易成形加工和装配。
因此,深入研究形成特大型直齿锥行星传动的关键零件特大型直齿锥齿轮的构造方法和生产加工方法,具有重要的理论意义和工程实用价值。
1.2课题研究方法
在实际生产中,由于特大型直齿锥轮齿廓曲面函数的复杂性,很难制造出综合量具。传统摆线轮的检测,通常采用顶根距法,该测量方法简单易行,但在一定程度上依赖于操作者的经验和业务水平,测量精度较低。特大型直齿锥齿轮的加工不仅精度要求高,又需要设计专用刀具,由于它的几何特征复杂,传统的方法精度不高且软件建模时步骤多,工作量大不易修改,大量的增加了时间和成本。所以,为了能对特大型直齿锥齿轮进行快速建模最为重要的是找到一种既方便操作又简单准确的方式。现阶段相关研究人员对于特大型直齿锥齿轮的研究大多在实际应用方面,而对建模参数化方面的相关研究相对较少。基于此,本研究通过使用UG(Unigraphics NX)软件对特大型直齿锥齿轮进行参数化设计,根据特大型直齿锥齿轮的数学模型,在UG软件中利用表达式建立参数化的特大型直齿锥齿轮的三维模型,并在UG软件的数控加工模块进行直齿锥齿轮的数控加工模拟仿真。为特大型直齿锥齿轮的加工提供理论依据,以提高工作效率。
UG(Unigraphics NX)是Siemens PLM Software 公司出品的一个产品工程解决方案,它是一个交互式CAD/CAM(计算机辅助设计与计算机辅助制造)系统,它功能强大,可以轻松实现各种复杂实体及造型的建构。它可以为用户在产品设计及加工过程中提供数字化造型和验证手段。它在刚开发出来的时候主要基于工作站,但随着计算机的发展以及个人能力的进步,它在计算机上的应用上快速增长,已经成为模具行业三维设计的一个主流应用。
UG包含了三维建模和数控仿真加工等模块,可对工件进行数控加工。数控加工是一个全自动过程,工艺人员需要事先确定加工过程的走刀路径。在编写走刀路径的过程中,工艺人员不仅需要考虑如何加工以便生成要求的工件形状与尺寸,同时还要考虑到千涉、过切等诸多问题。由于有些零件具有复杂的形状,机床是多轴联动,所以工艺人员有时难以靠手工方式编写走刀路径,而且对于走刀路径缺乏进行事先验证的简便方法.目前的解决方法费工费时,使生产成本上升,延长了生产周期。所以必须给技术人员提供一套能自动编写走刀路径、模拟数控加工的仿真平台。而UG仿真加工模块,在对工件的加工过程中,可以利用UG进行数控车削自动编程。结合UG强大的参数化功能和后处理器支持多种数控机床功能,可迅速自动生成数控代码,缩短编程人员的编程时间,提高程序的正确性和安全性,降低生产成本 ,提高工作效率。所以本次研究的方法是基于UG数控仿真模块对特大型直齿锥齿轮进行仿真加工,提供特大型直齿锥齿轮的数控加工方法,便于工厂加工及提高工作效率。
1.3摆线行星传动研究现状
精密传动不仅应具有高的运动精度,还必须具有刚度高、承载能力大、结构紧凑、体积小、保精度寿命长、间隙可调和响应快等特点。作为精密传动的主要形式之一的摆线行星传动自然得到各国的重视。到目前已经有不少学者在摆线行星传动的啮合传动理论方面作了有益的研究工作。例如:高兴岐学者对多齿差摆线针轮行星传动的齿形及啮合特性的理论作了分析;王淑妍博士对特大型直齿锥行星传动基础进行理论及实验研究;乐燕飞博士对摆线针轮行星传动结构进行调隙设计;陈兵奎博士对特大型直齿锥轮行星传动装置进行研究;何卫东,李欣,李力行等人对高承载能力高传动效率新型针摆行星传动进行研究。此外,还有很多学者作出了不少研究。
1.4仿真技术研究现状
在计算机仿真技术方面,计算机仿真技术第一次开发使用是美国的曼哈顿计划,科学家为了开发先进的军事技术,运用了仿真技术,用于预测武器生产测试。当这项技术变得成熟时,仿真技术已经扩展到其他军事和民用工业的生产和应用。早期的计算机仿真技术完全依赖于个人的努力,仿真模拟的有效性取决于仿真者许多方面的知识和经验,这对仿真者的要求很高,而这种要求阻碍了仿真技术广泛发展和应用。因此,自上世纪80年代起,仿真领域普遍开始重视建模技术,将图形技术,人工智能技术,知识工程技术引入仿真建模过程中,缩小用户的表达描述的方法和仿真模型的最终表现形式之间的差距,直接、简洁而有效的输入方式满足了仿真输入形式的多样性和复杂性的要求。随着科学的进步与发展,仿真系统功能的智能化、集成化,仿真软件设计和自动化,将是仿真软件开发的主要趋势。
现在,仿真和建模技术已经成为制造系统设计、分析和操作的重要工具,在许多方面被广泛使用。目前在许多商业CAD / CAM软件系统,如NX UG、PRO/ E、Solidworks等系统中,开发了二维图形和三维图形图形数控编程工具和刀具轨迹生成工具,零件加工过程的计算机仿真的功能。例如UG提供了一个强大的刀具路径仿真,测试刀具路径,能及时发现不合理现象,如少切或过切的现象等。这种软件开发成本高,不容易使用。我国对于这一领域的研究起步较晚,目前有华中理工大学开发的数控铣削加工切削仿真系统,主要应用于CAD中心曲面造型系统中;哈尔滨工业大学开发的三轴数控铣削仿真系统,天津大学的回转类零件的CAD/CAM集成系统等。数控车削加工仿真的研究还不是很多,且有很大的局限性。
在数控加工仿真方面,美国的Maryland University开发了虚拟数控机床仿真机器以培训数控加工的学员。美国国家标准及技术研究所也对虚拟机床也开展了一些研究。韩国的一公司开发出了一种虚拟铣削加工机器培训员工,并为仿真加工配上了声音。日本的索尼公司也研制出了三维仿真系统FREDAM,能够仿真球头铣刀对自由曲面的加工,并执行碰撞和干涉检查。这些软件的共同特点就是能够有效的提高制造业的经济效益。
在上世纪80年代末,我国开始对数控加工仿真技术进行研究,主要对几何仿真进行相关的研究。哈尔滨工业大学、西北工业大学、天津大学、华中科技大等大学也研究并开发了一些十分有用的数控仿真加工验证系统。例如:哈尔滨工业大学开发的NCMPS动态图形仿真、华中科技大学和清华大学合作开发的HIVIPS加工过程仿真器。 国内主要以3轴加工中的立铣刀、圆柱铣刀、球头铣刀的力学模型为研究对象。上海交通大 学的倪其民教授对刚性的切削力模型进行了研究,西安交通大学的马万太教授对具有弹性变形的球头铣刀的切削力模型进行了研究。
1.5论文主要研究工作
摆线行星传动是精密传动的主要形式之一,精密传动不仅应具有高的运动精度,还必须具有刚度高、承载能力大、结构紧凑、体积小、保精度寿命长、间隙可调和响应快等特点。针对直齿锥齿轮传动的相关基础理论、实验研究等内容对特大型直齿锥齿轮进行以下工作:
1) 研究特大型直齿锥行星传动的几何计算和设计方法,根据普通直齿锥齿轮方程推导出特大型直齿锥齿轮方程。
2) 根据特大型直齿锥齿轮方程推导出参数方程并在UG上实现参数化建模。
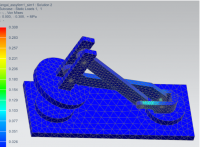
3) 根据特大型直齿锥齿轮模型建立数控仿真加工程序,通过机械加工原理分析了各种加工参数的设置规则,完成数控仿真程序,最后由后处理得出数控程序。
参考文献
[1]宫霞霞, 孙付春, 李凤芹. 基于 UG/Open API 的直齿锥齿轮的参数化设计[J]. 现代制造技术与装备, 2010, 1:
[2] 陈兵奎,王淑妍,李朝阳.双圆盘摆线轮行星传动装置[P].中国, 200510057463.2, 2005/12/23.
[3] 何卫东,李欣,李力行.高承载能力高传动效率新型针摆行星传动研究.中国机械工程,2005,4(16):565-569.
[4] 陈兵奎, 蒋旭君, 王淑妍. 新型特大型直齿锥轮行星传动初步研究[J]. 现代制造工程, 2005,(2):14~15.
[5] 冯澄宙. 渐开线少齿差形星传动[M]. 人民教育出版社, 1982.
[6]机械设计手册(2010年机械工业出版社出版图书)
[7] 朱孝录,齿轮传动设计手册
[8]周济,周艳红,数控加工技术,北京国防工业出版社,2002.
[9] 何卫东,李欣,李力行.双电机驱动双曲柄四环板式针摆行星传动研究.大连铁道学院学报,2005,3(26):5-10.
[10] 张海峰.小型直齿锥齿轮行星传动的设计与研究,南京理工大学工程硕士学位论文,2004.
[11] 张铁,谢存禧,汤祥州.机器人用短幅摆线减速器的优化设计.机械设计与研究,1998,4:40-41.
[12] 李力行.洪淳赫.摆线针轮行星传动中通用的摆线轮齿形方程式.齿轮,1980,(1):1. 4
[13] L. P_ust.Weak and strong nonlinearities in magnetic bearings [J].
Mechanism and Machine Theory, 39 (2004) 779–795
[14] N.N.: Taschenbuch DVS-Merkblätter und – Richtlinien Mechanisches Fügen,pages 17-34, DVS-Media GmbH, Düsseldorf 2009
[15] 陈兵奎. 特大型直齿锥轮行星传动装置[P]. 中国, ZLO3117879.0, 2005/02/16.
[16] DaimlerChrysler AG et al. Fügeverfahren und Fügevorrichtung zum
Verbinden von überlappend angeordneten Fügeteilen. Offenlegungsschrift DE 102 50342 A1. 2004-05-19.
[17] DaimlerChrysler AG. Fügevorrichtung. Offen-legungsschrift DE 10 2006 028568 A1. 2007-11-29.
[18] 夏正权.新型摆线针轮减速器.通用机械,,2004,10:65-67.




