





















库柏可逆模块接触桥级进模设计
库柏可逆模块接触桥冷冲模设计背景以及意义
在我们的日常生活中,由模具制成的物品数不胜数,但大多数人对模具本身的理解却是微乎其微,提到这个问题,得到的回答可能就是:将产品生产出来的模子,诸如此类。模具就是有不同的零件组成,由于组成模具的零件以及材料都具有多样性,这就出现了不同的模具结构。通过改变材料的物理状态从而实现产品的外形加工,这就是模具的基本作用,就如生活中常见的手机壳以及各类常见产品都是模具生产的,因此模具行业涉及的方面十分广泛。按照成型材料用途的不同可以分为五金、塑料以及其他特殊模具。其中我们这次做的模具便是五金模具中地冲压模。
本次设计的课题是库柏可逆模块接触桥冷冲模设计,其中包含了冲孔以及弯曲。
早在20年代开始,一些金属制品,小玩具以及小五金之类的行业就已经在使用冲床以及压床之类简易的机械设备。但当时的工厂所使用的冲压设备都不是大功率的,许多都是手动的人工操作。除了使用少量的简陋通用的设备之外,模具加工大多以手工为主,因此会出现产品精度不高、损坏率高、成品率低的问题。到40年代出现了水压机冷冲模具时情况才有所好转。
再往后的几十年里,随着社会的 不断发展,人们不断创新,不断学习外来技术,才慢慢是的冷冲模的精度提高。随着产品的生产需求不断增加,通过大量使用冷冲压机床,在60年代往后的十年间,落料、冲孔复合模也逐渐代替了原来的单冲落料、单冲孔模具。冷冲模出现了一系列的标准件,这舍得模具结构不再单一可以选地种类也多了,与此同时模具的精度也有了显著的提高。冷冲模模具寿命比过去提高了5~7倍,因为热处理技术的不断进步以及日渐完善的检测手段。同时,由于各种机床的相继使用,模具材料也不局限于过去,可以采用硬质合金作为材料,此时的冷冲模制造工艺又迎来了一个新的发展。之后由于设计人员的不断改进,不断创新,模具的光洁度等级也相对提高了,精度要求可以达到0.01mm。线切割机加工的出现也在模具行业流传开来,在许多的专业模具厂以及各个小组都投入了广泛使用,此时的模具精度又有了一个大的进步。
冲压模的零件的组成分类以及作用:(1)工作零件,指与冲压材料直接接触并且对其施加能够完成冲压工序压力的零件。工作零件一般包含凸模、凹模以及凸凹模,也可以称之为成型零件,是冲压模零件中最重要的零件。
(2)定位零件,材料在工作的时候,为了保证其位置的准确。保证产品冲压件的质量,保护模具的刃口,可以通过定位零件的帮助实现。送料导向定位零件包含倒柱销、导料板、以及侧压板之类;送料定距类的定位零件通常有侧刃、挡料销以及导正销。
(3)压料以及卸料零件,为了保证模具的冲压工作能够持续不断的进行,以及保护模具的使用,可以用这类零件实现。为了防止带料的移动以及弹跳此时可选用压料板来实现。卸料板则是用来方便出件或者将凸模上的废料卸下来。
(4)导向类零件,用来保证凸模以及凹模之间位置的精准性,保证良好的运动状态。
(5)支撑类零件,负责将各个零件相互连接以及固定在相应的部位上此类零件有上模座下模座以及垫板之类。
(6)紧固类零件,为了保证各个模板之间相互连接,通常用这类零件加固。这类零件通常包括各种螺钉以及销钉之类的。
一个完整的冲压模设计非但包括以上的部分零件,还有其他一些零件,冲压设备的选择也是必不可少的。由于此次零件结构稍微复杂,有冲孔有弯曲,故而选择级进模,可以保证在送料方向有两个以及以上的多工位。这些选择都是可以通过接下来对零件本身的分析以及计算得到。
目录
第一章绪论 2
第二章 加工工艺的分析和设计 4
2.1冲压零件的结构形状 4
2.2 冲压加工零件工艺性分析 6
2.3冲压工序的分析 6
2.4冲压工艺方案的确认 7
第三章 冲压件排样 8
3.1排样图方案 8
3.2零件排样设计 9
3.3材料利用率 10
第四章 冲压力与凸凹模刃口尺寸的计算 11
4.1冲裁力的计算 11
4.2卸料力的计算 11
4.3推料力 12
4.4弯曲力的计算 12
4.5凸模、凹模刃口尺寸的计算 13
4.6弯曲部分值计算 16
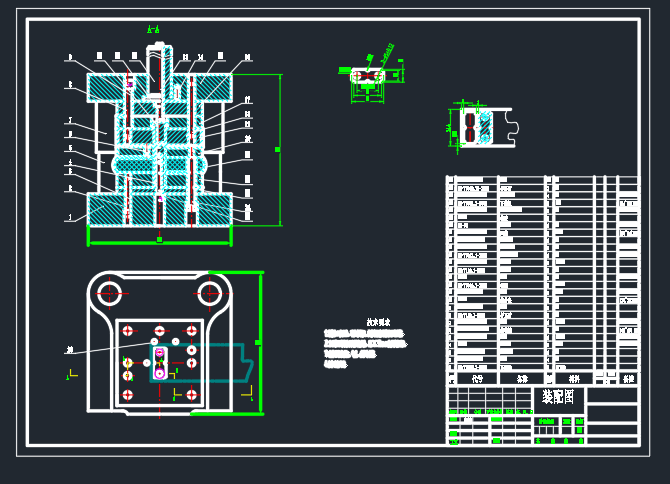
第五章 模具的结构 17
5.1基本结构形式 17
5.2基本尺寸 17
5.3模架的选择: 18
5.4冲孔凸模自由长度计算 19
5.5其他结构设计 19
第六章 冲压设备的选用 20
第七章 模具的安装和调试 21
外文与翻译 23
小结 32
致谢 34
参考文献 35
参考文献
[1]王孝培主编. 冲压手册[M]. 北京:机械工业出版社,1990,20-22.
[2]姜奎华主编. 冲压工艺与模具设计[M]. 北京:机械工业出版社,2007, 63-217.
[3]冲模设计手册编写组. 冲模设计手册[M]. 北京:机械工业出版社,1998,150-154.
[4]钣金冲压工艺手册编委会编著. 钣金冲压工艺手册[M]. 北京:国防工业出版社,1989,167-172.
[5]冲压工艺及模具设计编写委员会. 冲压工艺及模具设计[M]. 北京:国防工业出版社,1993,54-55
[6]候义馨. 冲压工艺及模具设计[M]. 北京:兵器工业出版社,1994, 62-65.
[7]卢险峰. 冲压工艺模具学[M]. 北京:机械工业出版社,1999, 44-46.
[8]胡亚民. 材料成形技术基础[M]. 重庆:重庆大学出版社,2000,15-17.
[9]刘湘云. 邹金统主编. 冷冲压工艺及模具设计[M]. 北京:航空工业出版社,1994,16-17.
[10]陈尖嗣. 郭景仪主编. 冲压模具设计与制造技术[M]. 北京:北京出版社,1991、 62-65.
[11]张鼎承主编. 冲压机械化与自动化[M]. 北京:机械工业出版社,1982,92-95.
[12]张毅主编. 现代冲压技术[M]. 北京:国防工业出版社,1994,102-105.
[13]许发樾主编. 模具标准应用手册[M]. 北京:机械工业出版社,1994,164-166.
[14] 翁其金.冷冲压技术[M].北京:机械工业出版社,2006,30-60.
[15] 王芳.冷冲压模具设计指导[M].北京:机械工业出版社,2003,30-231.
[16] 黄毅宏,李蛤辉.模具制造工艺[M].北京:机械工业出版社,2003,56-70.
[17] 薛启翔等.冲压实用技术.北京:机械工业出版社[M],2006,32-76.
[18] 李云程.模具制造工艺学[M].北京:机械工业出版社.
[19] 吴爽,李健.公差配合与技术测量 [M].济南:同济大学出版社.



