





















多工位级进模的设计
摘要
模具生产技术水平的高低,已成为衡量一个国家产品制造水平高低的重要标志,因为模具在很大程度上决定着产品的质量、效益和新产品的开发能力。
标志冲模技术先进水平的多工位级进模和多功能模具,是我国重点发展的精密模具品种。有代表性的是集机电一体化的铁芯精密自动叠片多功能模具,已达到国际水平。
本设计详细论述了多工位级进模的设计,比较全面的介绍了多工位级进模的排样设计、主要的典型结构、主要零部件的设计及自动送料和安全检测装置。且每部分又具体的分为多部分进行了讲述。
关键词:模具技术,多工位级进模,标志,精密
目录
第一章 概述………………………………………………………………1
第二章 多工位级进模的排样设计………………………………………1
2.1排样设计应遵循的原则………………………………………2
2.2载体和搭口的设计……………………………………………2
2.3排样图中各冲压工位的设计要点……………………………6
2.4条料的定位精度………………………………………………8
2.5排样设计后的检查……………………………………………9
第三章 多工位级进模的典型结构………………………………………10
3.1丝架级进弯曲模………………………………………………10
3.2双筒制件级进拉深模…………………………………………14
第四章 多工位级进模主要零部件的设计………………………………17
4.1凸模……………………………………………………………17
4.2凹模……………………………………………………………19
4.3带料的导正定位………………………………………………24
4.4带料的导向和托料装置………………………………………26
4.5卸料装置的设计………………………………………………27
4.6限位装置………………………………………………………29
4.7加工方向的转换机构…………………………………………30
第五章 多工位级进模自动送料及安全检测装置………………………32
5.1自动送料装置…………………………………………………32
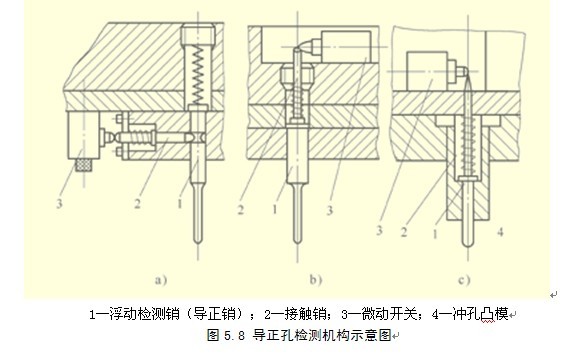
5.2安全检测装置…………………………………………………36
多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置。




