





















CA6140车床拨叉”零件的机械加工工艺及工艺设备的设计
摘 要
车类机床主要用于加工各种回转表面,如内外圆柱表面、圆锥表面、成型回转表面和回转体的端面等,有些车床还能加工螺纹面。由于多数机器零件具有回转表面,车床的通用性又较广,因此在机器制造厂中,车床的应用极为广泛,在金属切削床中所占的比重最大,约占机床总台数的20%~35%。
作为主要的车削加工机床,CA6140机床广泛的应用于机械加工行业中,适用于车削内外圆柱面,圆锥面及其它旋转面,车削各种公制、英制、模数和径节螺纹,并能进行钻孔,铰孔和拉油槽等工作。床身宽于一般车床,具有较高的刚度,导轨面经中频淬火,经久耐用。机床主轴孔径大,操作灵便集中,溜板设有快移机构。机床结构刚度与传动刚度均比较高,功率利用率也比较高,适于强力高速切削。
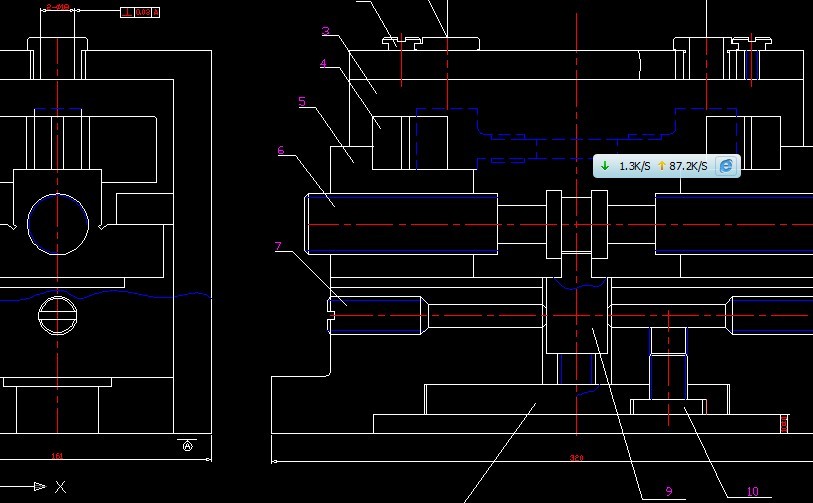
卧式机床的加工对象,主要是轴类零件和直径不太大的盘类零件,故采用卧式布局。其主要部件有:主轴箱、刀架、尾座、进给箱、溜板箱以及床身。本设计主要针对CA6140机床的主轴箱进行设计。机床主轴箱是一个比较复杂的传动部件。设计的内容主要包括确定机床的主要参数,拟定传动方案和传动系统图,计算和校核了主要零部件,并且利用专业制图软件进行了零件的设计和处理。
关键词:CA6140机床 零件 传动
调研报告
在机床上加工工件时,我们可以看到两种不同的情况:一种是用划针或指示表等量具,按工件的某一表面,或者按工件表面上所划的线进行找正,使工件在机床上处于所需要的正确位置,然后夹紧工件进行加工;另一种是把工件安装字夹具上进行加工。为了在工件的某一部位上加工出符合规定技术要求的表面,一般都按工件的结构形状,加工方法和生产批量的不同,采用各种不同的装置将工件准确,方便的而可靠地安装在机床上,然后进行加工.这种用来安装的工件以确定工件与切削刀具的相对位置并将工件夹紧的装置称为“机床夹具”。在实际的生产中,例如活塞,连杆的生产线上,几乎每道工序中都采用了夹具。十分明显,如果不采用夹具,不但工件的加工精度难以保证,而且加工生产率也会大大降低,有时甚至会造成无法加工的情况。除了机床加工时需要使用夹具外,有时在检验,装配等的工序中也要用到夹具,因之在这种场合中用到的夹具可分别称为“检验夹具”和“装配夹具”。
机床夹具通常是指装夹工件用的装置:至于装夹各种刀具用的装置,则一般称为“辅助工具”。辅助工具有时也广义地包括在机床夹具的范围内。按照机床夹具的应用范围,一般可分为通用夹具,专用夹具和可调整式夹具等。
通用夹具是在普通机床上一般都附有通用夹具,如车床上的卡盘,铣床上的回转工作台,分度头,顶尖座等。它们都一标准化了,具有一定的通用性,可以用来安装一定形状尺寸范围内的各种工件而不需要进行特殊的调整。但是,在实际生产中,通用夹具常常不能够满足各种零件加工的需要;或者因为生产率低而必须把通用夹具进行适当的改进;或者由于工件的形状,加工的要求等的不同须专门设计制造一种专用夹具,以解决生产实际的需要。
专用夹具是为了适应某一工件的某一工序加工的要求而专门设计制造的,其功用主要有下列几个方面:1.保证工件被加工表面的位置精度,例如与其他表面间的距离精度,平行度,同轴度等。对于外行比较复杂,位置精度要求比较高的工件,使用通用夹具进行加工往往难以达到精度要求。2.缩短了工序时间,从而提高了劳动生产率。进行某一工序所需要的时间,其中主要包括加工工件所需要的机动时间和装卸工件等所需要的辅助时间两部分。采用专用夹具后,安装工件和转换工位的工作都可以大为简化,不再需要画线和找正,缩短了工序的辅助时间并且节省了画线这个工序,从而提高了劳动生产率.在生产中由于采用了多工件平行加工的夹具,使同时加工的几个工件的机动时间将与加工一个工件的机动时间相同。采用回转式多工位连续加工夹具,可以在进行切削加工某个工件的同时,进行其它工件的装卸工作,从而使辅助时间与机动时间相重合。总之,随着专用夹具的采用和进一步改善,可以有效地缩短工序时间,满足生产不断发展的需要。3.采用专用夹具还能扩大机床的工艺范围。例如在普通车床上附加镗模夹具后,便 目 录
第1章 机床的规格和用途·································· 1
第2章 机床主要参数的确定································ 2
第3章 零件的分析········································ 4
3.1 零件的作用·········································· 4
3.2 零件的工艺分析······································· 4
3.3 确定生产类型········································ 4
3.4 确定毛坯············································· 4
第4章 工艺规程设计······································ 5
4.1 选择定位基准········································· 5
4.2 制定工艺路线········································· 5
4.3 选择加工设备和工艺设备······························· 5
4.4 机械加工余量、工序尺寸和公差的确定···················· 5
第5章 夹具设计········································· 12
5.1 CA6140拔叉夹具的工艺分析···························· 12
5.2 定位夹紧方案的确定·································· 12
5.3 刀具的选择及切削用量的选择·························· 12
5.4 夹具体设计·········································· 15
5.5 问题的提出·········································· 18
第6章 经济性分析······································· 20
6.1箱体结合件加工工艺制定····························· 20
6.2 夹具定位加紧分析···································· 20
6.3 组合机床应用分析··································· 21
结论·················································· 22
参考文献··············································· 23
致谢···················································· 24
附 参考资料
1.任殿阁,张佩勤.《设计手册》.辽宁科学技术出版社.1991年9月
2.东南大学机械学学科组 郑文纬,吴克坚.《机械原理》.高等教育出版社.1997年7月
3.付铁.《计算机辅助机械设计实训教程》.北京理工大学出版社.
4.查康,杨万能,董敏.《产品造型设计白金案例》.山东电子音响出版社.2005年1月
5.方世杰 .《机械优化设计》.机械工业出版社.2003年3月
6.曹桄,高学满.《金属切削机床挂图》.上海交通大学出版社.1984年8月
7.吴宗泽,罗圣国.《机械设计课程设计手册》.高等教育出版社.1982年12月
8.华东纺织工学院,哈尔滨工业大学,天津大学.《机床设计图册》.上海科学技术出版社.
9.易新.《金属切削机床课程设计指导书》.机械工业出版社.1985年11月
10.戴曙.《金属切削机床》.机械工业出版社.2000年5月
11.机械设计手册编写组.《机械设计手册》.机械工业出版社.1986年12月
12.周四新.《PROE实用设计百例》.清华大学出版社.2005年3月
13.翁世修,王良申.《金属切削机床设计指导书》.上海交通大学出版社.1987年8月
14.邱宣怀.《机械设计》.高等教育出版社.2004年5月
15.李华,李焕峰.《 机械制造技术 》.机械工业出版社出版
16.叶伟昌,林岗.《机械工程及自动化简明设计手册》.机械工业出版社出版
17.卜炎.《机械传动装置设计手册》.机械出版社出版
18.徐锦康.《机械设计》.高等教育出版社出版
19.大连理工大学画教研室.《机械制图》.高等教育出版社出版
20.隋明明,史艺农.《机械设计基础》.机械工业出版社出版
21.余玲芬,游文明.《工程材料及热加工》.扬州职业大学



