





















内齿轮铣齿机的铣削动力头的设计(说明书+cad图纸)
摘 要
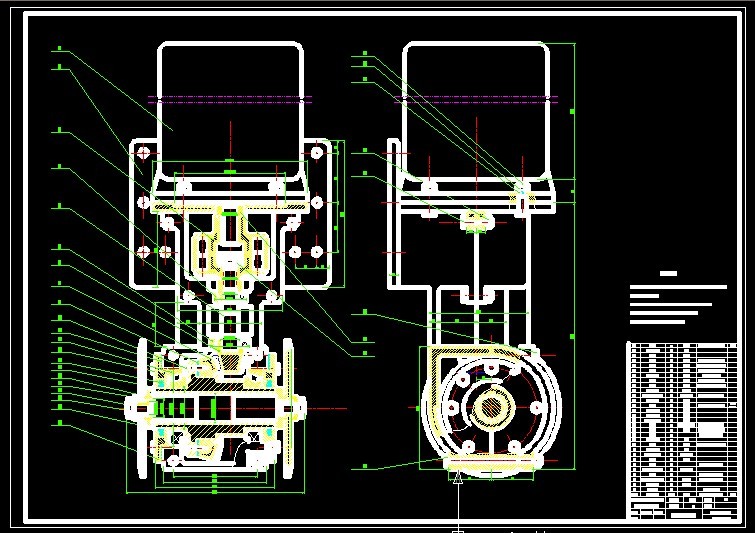
本课题开发的内齿轮铣齿机铣削动力头通过安装在改进的数控磨削机床上,用
来加工一定系列的直齿内齿轮。动力头采用双头盘形铣刀来加工不同齿廓的齿面,
通过数控回转台以及数控上下滑台实现全齿的铣削,当回转一周即完成一内齿轮的
铣削工作。
主要研究内容如下:
(1) 铣削动力头的驱动电机的选型。
(2) 传动使用的螺旋锥齿轮选择,设计和计算。
(3) 铣刀安装与调整方式等的选择。
(4) 运用AutoCAD 绘制铣削动力头的整体装配图、整体零件图、齿轮装配结构
图、铣刀安装和调整结构图等。
关键词:铣削动力头,螺旋锥齿轮,内齿轮,铣齿机
1 绪论
1.1 齿轮加工机床
齿轮加工机床是加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。齿轮
加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿
轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床。
齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金
机械、石油、仪表、飞机和航天器等各种机械制造业中。
古代的齿轮是用手工修锉成形的。1540 年,意大利的托里亚诺在制造钟表
时,制成一台使用旋转锉刀的切齿装置;1783 年,法国的勒内制成了使用铣刀的
齿轮加工机床,并有切削齿条和内齿轮的附件;1820 年前后,英国的怀特制造出
第一台既能加工圆柱齿轮又能加工圆锥齿轮的机床。具有这一性能的机床到19 世
纪后半叶又有发展。
1835 年,英国的惠特沃思获得蜗轮滚齿机的专利;1858年,席勒取得圆柱齿
轮滚齿机的专利;以后经多次改进,至1897 年德国的普福特制成带差动机构的滚
齿机,才圆满解决了加工斜齿轮的问题。在制成齿轮形插齿刀后,美国的费洛斯于
1897 年制成了插齿机。
二十世纪初,由于汽车工业的需要,各种磨齿机相继问世。1930 年左右在美
国制成剃齿机;1956年制成珩齿机。60 年代以后,现代技术在一些先进的圆柱齿轮
加工机床上获得应用,比如在大型机床上采用数字显示指示移动量和切齿深度;在
滚齿机、插齿机和磨齿机上采用电子伺服系统和数控系统代替机械传动链和交换齿
轮;用设有故障诊断功能的可编程序控制器,控制工作循环和变换切削参数;发展
了数字控制非圆齿轮插齿机和适应控制滚齿机;在滚齿机上用电子传感器检测传动
链运动误差,并自动反馈补偿误差等。
1884 年,美国的比尔格拉姆发明了采用单刨刀按展成法加工的直齿锥齿轮
刨齿机;1900 年,美国的比尔设计了双刀盘铣削直齿锥齿轮的机床。
由于汽车工业的需要,1905 年在美国制造出带有两把刨刀的直齿锥齿轮刨
齿机,又于1913 年制成弧齿锥齿轮铣齿机;1923 年,出现了准渐开线齿锥齿轮铣
齿机;30 年代研制成能把直齿锥齿轮一次拉削成形的拉齿机,主要用于汽车差动
齿轮的制造。
40 年代,为适应航空工业的需要,发展了弧齿锥齿轮磨齿机。1944 年,瑞
士厄利康公司制成延长外摆线齿锥齿轮铣齿机;从50 年代起,又发展了用双刀体
组合式端面铣刀盘,加工延长外摆线齿锥齿轮的铣齿机。
徐州工程学院07届本科生毕业设计(论文)
第2页
齿轮加工机床主要分为圆柱齿轮加工机床和锥齿轮加工机床两大类。圆柱齿
轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。常用的有滚齿机,插齿机、
铣齿机、剃齿机等。
滚齿机是用滚刀按展成法粗、精加工直齿、斜齿、人字齿轮和蜗轮等,加工
范围广,可达到高精度或高生产率;插齿机是用插齿刀按展成法加工直齿、斜齿齿
轮和其他齿形件,主要用于加工多联齿轮和内齿轮;铣齿机是用成形铣刀按分度法
加工,主要用于加工特殊齿形的仪表齿轮;剃齿机是用齿轮式剃齿刀精加工齿轮的
一种高效机床;磨齿机是用砂轮,精加工淬硬圆柱齿轮或齿轮刀具齿面的高精度机
床;珩齿机是利用珩轮与被加工齿轮的自由啮合,消除淬硬齿轮毛刺和其他齿面缺
陷的机床;挤齿机是利用高硬度无切削刃的挤轮与工件的自由啮合,将齿面上的微
小不平碾光,以提高精度和光洁程度的机床;齿轮倒角机是对内外啮合的滑移齿轮
的齿端部倒圆的机床,是生产齿轮变速箱和其他齿轮移换机构不可缺少的加工设
备。圆柱齿轮加工机床还包括齿轮热轧机和齿轮冷轧机等。
锥齿加工机床主要用于加工直齿、斜齿、弧齿和延长外摆线齿等锥齿轮的齿
部。
直齿锥齿轮刨齿机是以成对刨齿刀按展成法粗、精加工直齿锥齿轮的机床,
有的机床还能刨制斜齿锥齿轮,在中小批量生产中应用最广。
双刀盘直齿锥齿轮铣齿机使用两把刀齿交错的铣刀盘,按展成法铣削同一齿
槽中的左右两齿面,生产效率较高,适用于成批生产。由于铣刀盘与工件无齿长方
向的相对运动,铣出的齿槽底部呈圆弧形,加工模数和齿宽均受到限制。这种机床
也可配以自动上下料装置,实现单机自动化。
直齿锥齿轮拉铣机是在一把大直径的拉铣刀盘的一转中,从实体轮坯上用成
形法切出一个齿槽的机床。它是锥齿轮切削加工机床中生产率最高的机床,由于刀
具复杂,价格昂贵,而且每种工件都需要专用刀盘,只适用于大批大量生产。机床
一般都带有自动上下料装置。
弧齿锥齿轮铣齿机以弧齿锥齿轮铣刀盘,按展成法粗、精加工弧齿锥齿轮和
准双曲面齿轮的机床,有精切机、粗切机和拉齿机等变型。
弧齿锥齿轮磨齿机是用于磨削淬硬的弧齿锥齿轮,以提高精度和光洁程度的
机床,其结构与弧齿锥齿轮铣齿机相似,但以砂轮代替铣刀盘,并装有砂轮修整
器,也可磨削准双曲面齿轮。
延长外摆线齿锥齿轮铣齿机是利用延长外摆线齿锥齿轮铣刀盘,或双刀体组
合式端面铣刀盘,按展成法连续分度切齿的机床。切齿时,摇台铣刀盘和工件均作
连续旋转运动,同时摇台作进给运动加工一个工件摇台往复一次。铣刀盘和工件的
徐州工程学院07届本科生毕业设计(论文)
第3页
连续旋转使工件获得一定齿数的连续分度,并形成齿长曲线。摇台的旋转和工件的
附加运动结合起来,产生展成运动,使工件获得齿形曲线。
准渐开线齿锥齿轮铣齿机用锥度滚刀,按展成法连续分度切齿的机床。切齿
时,锥度滚刀首先以大端切削,然后以它较小直径的一端切削,为保证整个切削过
程中切削速度一致,机床靠无级变速装置控制滚刀转速在切齿时,摇台、滚刀和工
件均作连续旋转运动,加工一个工件,摇台往复一次。摇台和工件的旋转通过差动
机构产生展成运动,使工件获得沿齿长为等高的齿形曲线。
锥齿轮加工机床的配套设备有磨削铣刀盘和拉刀盘刀刃的磨刀机,配研成对
锥齿轮的研齿机,检验成对锥齿轮啮合接触情况的锥齿轮滚动检查机和防止齿部热
处理变形的淬火压床等
1.2 检验标准
齿轮加工机床主要采用国家标准、行业标准,个别产品尚有企业标准。国家标
准均等效目前国际标准或工业先进国家标准,此外尚有50 多个相关标准。所有产
品均有质量分等标准,出口产品不得低于一等品。主机的专业标准有:GB4686-
84《插齿机精度》,JB/T3193-92《插齿机技术条件》,JB/T54458-94《插齿
机产品质量分等》,GB9059-88《精密插齿机精度》,ZBnJ56006-88《精密插
齿机制造与验收技术条件》,JB5571-91《齿条插齿机精度》,JB/T6343-92
《齿条插齿机技术条件》,JB/T6606-93《高速插齿机技术条件》,JB/T6342-
92《数控插齿机技术条件》,GB8064-98《滚齿机精度》,JB/T6344-92《滚
齿机技术条件》,JB/T54468-94《滚齿机产品分等规定》,JB5569-91《精密
滚齿机精度》,JB/T54505-94《精密滚齿机质量分等规定》,JB/T6345-92
《重型滚齿机技术条件》,JB/T5570-91《卧式滚齿机精度》,JB/T6346-92
《卧式滚齿机技术条件》,ZBJ56005.2-88、JB/T6597-93《小模数齿轮滚齿
机精度》,ZBJ56005.3-88 《小模数齿轮滚齿机制造验收技术要求》,
JB/T4177-93《直齿锥齿轮刨齿机技术条件》,JB4176-86《直齿锥齿轮刨齿机
精度》,JB/T54457-94《直齿锥齿轮刨齿机产品质量分等》,JB6095-92《直
齿拉齿机精度》,JB/T54011-93《直齿锥齿轮拉齿机技术条件》,JB2267-86
《弧齿锥齿轮铣齿机精度》,JB/T3192-93《弧齿锥齿轮铣齿机技术条件》,
JB/T54450-94《弧齿锥齿轮铣齿机质量分等》,JB/T3732-94《剃齿机精
度》,JB/T3865-92《剃齿机技术条件》,JB/T5451-94《剃齿机质量分等》,
JB3953-85《弧齿锥齿轮磨齿机精度》,JB/T3954-96《弧齿锥齿轮磨齿机技术
条件》,JB3988-85《蝶形砂轮磨齿机精度》,JB3991-85《锥形砂轮磨齿机精
度》,JB3993-85《蜗杆砂轮磨齿机精度》,JB3990-85《成形砂轮磨齿机精
度》,JB3992-85《大平面砂轮磨齿机精度》,JBn3989-85《渐开线圆柱齿轮
徐州工程学院07届本科生毕业设计(论文)
第4页
磨齿机制造验收技术要求》,ZBJ56007-88《齿轮导角机精度》,JB/T6347-
92《齿轮导角机技术条件》等。
1.3 检验项目
检验时除按相关标准和产品技术条件要求检查外,主要进行精度和性能检验,
各类齿轮加工机床的精度,检验项目均在10 项以上。
(1) 几何精度:
包括安装加工件的主轴(心轴)及工作台等项的有关精度,安装刀具的主
轴(心轴)及刀架等项的有关精度,以及两者间的相关和相互位置精度。
(2) 传动精度:
包括长周期误差和短周期误差。
(3) 工作精度:
是指对加工件进行测量的检验项目,包括周节偏差、周节累积误差、齿
向误差和齿面粗糙度等。
精度检验时还须参照JB2670-82《金属切削机床精度检验通则》进
行。
1.4 主___________要生产厂及输往国家和地区
目前生产出口齿轮加工机床的主要厂家有:天津第一机床总厂、重庆机床
厂、秦川机床厂、南京机床厂、南京第二机床厂、上海第一机床厂等,其产品主要
销往美国、香港、东南亚、巴基斯坦、孟加拉、中东及欧洲等30 余个国家和地
区。
1.5 包装及储运
齿轮加工机床多采用木箱包装,各木箱生产厂家在制造木箱时,依据GB7284-
98《框架木箱》,GB/T13384-92《机电产品包装通用技术条件》及相关标准。上
述标准对包装箱的材质、结构、含水率等项目做了具体规定。包装箱检验抽样判定
时还须参照SN/T0275-93《出口商品运输包装木箱检验规程》。箱内机床应进行有
效的固定和衬垫,其电器及加工未涂漆表面应做防锈防潮处理,其防锈有效期为两
年。在存放及滞港期间机床类产品应库内保管,暂时露天存放时应垫高并加苫盖防
止雨淋、水浸。箱面重心、防雨、勿倒置、轻放等标识应齐全,以保证运输时产品
完好、安全运抵目的地。
参 考 文 献
[1] 王昆,何小柏,汪信远等.机械设计机械设计基础课程设计.高等教育出版社,
1995
[2] 濮良贵,纪名刚.机械设计.高等教育出版社,2001
[3] 王长路,杨星原等.机械传动.中国机械工业联合会,2006 等1 期
[4] 培训班资料.螺旋锥齿轮加工调整技术.中国齿轮专业协会教育培训中心,2004
[5] 章富元.对我国数控技术发展的思考.中国机械工程,1999
[6] 蔡春源 主编.机械零件设计手册上下.冶金工业出版社,第三版
[7] 吴宗泽 主编.机械设计实用手册.冶金工业出版社,1999
[8] 朱冬梅,胥北澜等.画法几何及机械制图.高等教育出版社,1999
[9] 陈宏钧,马素敏.铣工操作技能手册.机械工业出版社,2004
[10] 贾云福,张世昌.机械制造工艺学.机械工业出版社,2004
[11] 孙恒 陈作模 .机械原理(第六版).高等教育出版社,2001
[12] 文九巴.机械工程材料.机械工业出版社,2001
[13] 郁明山等编.现代机械传动手册.北京:机械工业出版社,1996
[14] 章日晋等编.机械零件的结构设计.北京:机械工业出版社,1987
[15] 周开勤主编.机械零件手册(第四版).北京:高等教育出版社,1994
[16] 汝元功,唐照民主编.机械设计手册.北京:高等教育出版社,1995





