
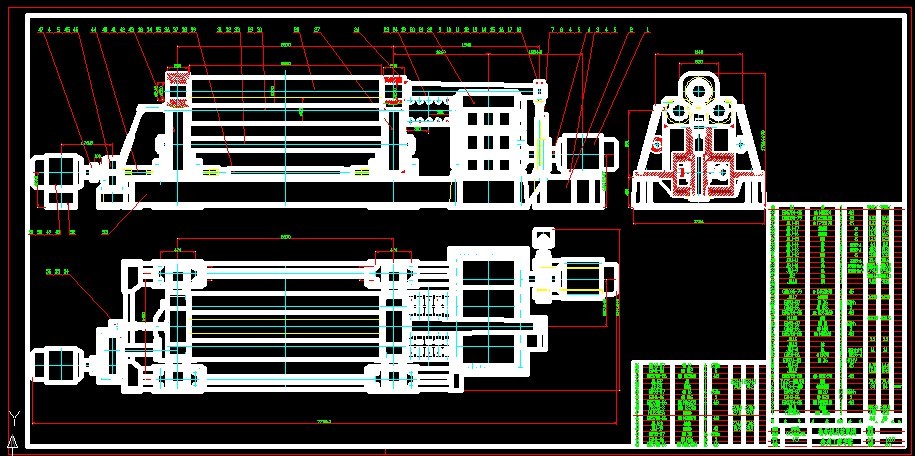





















三辊卷板机的设计(说明书+CAD图纸)
摘要
卷板机是一种将金属板料弯卷成筒体、锥体、曲面体或其他形体的一 种专用锻压机械设备,广泛用于锅炉、造船、化工、金属结构及机械制造 行业。本课题的研究旨在改进旧式卷板机的不足,提高生产率、降低工人劳动强度,满足厂方对板料加工的生产需求。
卷板机的规格型号很多,按卷板机的机械结构和卷板机辊的数量划分,有三辊卷板机和四辊卷板机之分,按辊的驱动方式有机械式卷板机和液压式卷板机之分,卷板机结构相对简单,三辊当中有一对侧辊和一根上辊,其中上辊能够上下移动。四辊卷板机结构相对复杂,有一对侧辊和一根上辊和下辊,这种卷板机成本很高,但性能较好,卷制成品质量较好。各种卷板机,工作原理都相同,通过调整上辊和侧辊的相对位置,使板料在辊之间逐渐弯曲变形,用主轴的正反转使板料在辊之间来回运动直至板料产生塑性变形。随着辊的相对位置的不断调整,主轴不断的往复正反转运动,板料的塑性变形量逐渐加大,直至加工成符合要求的圆弧或圆通型成品。
关键词 卷板机;驱动方式;圆通型成品
卷板理论和卷板工艺分析
2.1 概述
在钢结构制作中,弯制成型的加工主要是卷板(滚圆)、弯曲(煨弯)、折边和模具压制等几种加工方法。弯制成型的加工工序是由热加工或冷加工来完成的。
把钢材加热到一定温度后进行的加工方法,通称热加工。
热加工常用的有两种加热方法
一种是利用乙炔火焰进行局部加热;这种方法简便,但是加热面积较小。
另一种是放在工业炉内加热,其加热面积很大。温度能够改变钢材的机械性能,能使钢材变硬,也能使钢材变软。钢材在常温中有较高的抗拉强度,但加热到500℃以上时,随着温度的增加,钢材的抗拉强度急剧下降,其塑性、延展性大大增加,钢材的机械性能逐渐降低。
钢材在常温下进行加工制作,通称冷加工。冷加工绝大多数是利用机械设备和专用工具进行的。
应注意低温时不宜进行冷加工。低温中的钢材,其韧性和延伸性均相应减小,极限强度和脆性相应增加,若此时进行冷加工受力,易使钢材产生裂纹。
与热加工相比,冷加工具有如下优点:
① 使用的设备简单,操作方便;② 节约材料和燃料;③ 钢材的机械性能改变较小,材料的减薄量甚少。
滚圆是在外力的作用下,使钢板的外层纤维伸长,内层纤维缩短而产生弯曲变形(中层纤维不变)。
当圆筒半径较大时,可在常温状态下卷圆,如半径较小和钢板较厚时,应将钢板加热后卷圆。
在常温状态下进行滚圆钢板的方法有:机械滚圆、胎模压制和手工制作三种加工方法。
机械滚圆是在卷板机(又叫滚板机、轧圆机)上进行的。
在卷板机上进行板材的弯曲是通过上滚轴向下移动时所产生的压力来达到的。
卷板机按轴辊数目和位置可分为三辊卷板机和四辊卷板机两类,三辊卷板机又分为对称式与不对称式两种。
滚圆机原理用三辊弯(卷)板机弯板,其板的两端需要进行预弯,预弯长度为0.5L+(30~50)mm(L为下辊中心距)。预弯可采用压力机模压预弯或用托板在滚圆机内预弯
a)用压力机模压预弯;
b)用托板在滚圆机内预弯图6-3 钢板预弯示意圆柱面的卷弯,卷制时根据板料温度的不同分为冷卷、热卷与温卷。
冷卷一般采用快速进给法和多次进给法滚弯,调节上辊(在二辊卷板机上)或侧辊(在四辊卷板机上)的位置,使板料发生初步的弯曲,然后来回滚动而弯曲。冷卷时必须控制变形量。
目 录
第一章 绪论
1.1 国内外卷板设备的技术现状…………………………………………………………1
1.1.1 国外卷板设备的技术现状…………………………………………………………… 1
1.1.2 国内卷板设备的技术现状…………………………………………………………… 2
第二章 卷板理论和卷板工艺分析
2.1 概述……………………………………………………………………………………… 3
2.2 卷板工艺的理论分析…………………………………………………………………… 5
2.3 弯曲力矩和弯曲半径…………………………………………………………………… 10
2.4 卷板工艺和卷板质量分析……………………………………………………………… 14
2.5卷板产生桶状变形的原因与对应措施………………………………………………… 20
2.6卷板设备………………………………………………………………………………… 22
第三章 卷板机驱动功率的计算及技术参数
3.1 卷板机驱动功率的计算………………………………………………………………… 28
3.2 卷板机的技术参数………………………………………………………………………32
结论……………………………………………………………………………………………34
参考文献………………………………………………………………………………………35
附录……………………………………………………………………………………………36
翻译部分
英文原文………………………………………………………………………………………37
中文译文………………………………………………………………………………………44
致谢……………………………………………………………………………………………48
参考文献
[1] 胡世光,板料冷压成形的工艺分析,北京:北京航空航天大学出版社,2004.7: 65~108
[2] 许江秀等,卷板机剪切自动化的实现,新技术新工艺,1993.5:29~30
[3] 王大川,卷板机轴辊的受力分析及板材弯曲半径的确定,山西煤炭,2002.12:45~ 47
[4] 侯永祥,用卷板机弯制螺旋盘管工艺及工装,山东机械,2001.1:29
[5] 阎祥安、肖聚亮、曹玉平,上辊万能式卷板机数控系统研究与开发,锻压机械, 002.5:56~58
[6] 金国明,卷板过程中产生桶体变形的原因及对策,1999.12:21~22
[7] 机械、电机工程手册编委会,机械工程手册,北京:机械工业出版社,1982:4235~42-52
[8] 孙胜,计算机在三辊卷板机设计计算中的应用,锻压机械:19~21
[9] 成其谦,W12 四辊卷板机改造,制造与工艺:29~32





