












浅析数控加工中的工艺问题
摘要:讨论了数控加工中的工艺问题,简单介绍了数控加工工艺中的设计原则,为合理编制数控加工程序,优化数控工艺路线,提高数控机床综合效率打下基础。关键词:数控加工;工艺设计;加工路线。
Introduction:
NC machining process in the processing procedures are under the control of automatic, so the correctness of processing procedures and the reasonableness of demanding, does not allow the slightest error, otherwise not qualified parts processing. Therefore, in the preparation of CNC machining process, the need for machining process, process route, cutting tool, cutting parameters such as choice seriously, the process of processing of these processes should also pay attention to the issue of the correct treatment. CNC machining process involved in the issue include: select the appropriate CNC machining parts, spare parts in accordance with drawings analysis process and to determine processing program, the development of CNC machining route, cutting tools and fixtures and cutting parameters determination. CNC Machining Process on the issues described below.
引言:
数控加工过程是在加工程序的控制下自动进行的,所以对加工程序的正确性及合理性要求极高,不允许有丝毫差错,否则加工不出合格的零件。因此,在编写数控加工程序前,必须对加工中的工艺过程、工艺路线、刀具、切削用量等进行认真地抉择,加工程序编制过程中也要注意对这些工艺问题的正确处理。数控加工所涉及的工艺问题主要包括:选择适合数控加工的零件、根据图纸分析零件工艺并确定加工方案、制定数控加工路线、刀具和夹具及切削用量的确定等。现就数控加工工艺问题叙述如下。
1,Select the appropriate CNC machining parts CNC technology with the rapid development of CNC machine tools in the manufacturing sector continue to improve penetration, but not all parts are suitable for CNC machine tools in the processing, according to CNC machining characteristics can be seen that the most suitable for CNC machining of parts include: more than 1.1 varieties, small batch production of parts or new parts of the Product Trial; 1.2 parts of complex geometry; 1.3 processing procedures must be carried out many processing parts; 1.4 ordinary machining when required expensive tooling equipment (tools, fixtures and molds) of the components; 1.5 must be strictly controlled tolerances, and high precision components; 1.6 process design of the parts to be modified several times; 1.7 price of art to be repeatedly modified the design of components; 1.8 required the shortest production cycle parts. A reasonable choice for CNC machining of parts required to give full play to the CNC machine tools are the first step edge.
1、选择适合数控加工的零件随着数控技术的快速发展,数控机床在制造业的普及率不断提高,但不是所有的零件都适合于在数控机床上加工,根据数控机床加工的特点可以看出,最适合于数控加工的零件主要包括:1.1多品种、小批量生产的零件或新产品试制中的零件;1.2几何形状复杂的零件;1.3加工过程中必须进行多工序加工的零件;1.4用普通机床加工时,需要昂贵工装设备(工具、夹具和模具)的零件;1.5必须严格控制公差,对精度要求高的零件;1.6工艺设计需多次改型的零件;1.7价格艺设计需多次改型的零件;1.8需要最短生产周期的零件。合理选择适合数控加工所需的零件是充分发挥数控机床优势的第一步。
2,Analysis parts drawing processing program to determine parts drawings are the basis for the design process, therefore, must be carefully analyzed to study it. 2.1 parts through the drawings to understand the shape, structure and check the integrity of design. 2.2 Analysis of the provisions of drawings on the size of its tolerance, surface roughness, shape and position tolerances and other technical requirements, and review of the reasonableness and, if necessary, should refer to the Department, component or assembly diagram assembly drawing. 2.3 Analysis of materials and heat treatment parts. First, the purpose of the review of parts and materials and heat treatment selection is appropriate to understand the parts of the ease of material processing; Second, preliminary consideration of the arrangements for heat treatment processes. 2.4 identify the main processing surfaces and some special process requirements, analysis of their feasibility, to ensure a smooth realization of its final processing. Due to differences in scale of production of the same parts of the processing can have a variety of programs. Should be based on specific conditions, select the economy, a reasonable process plans. CNC process, the main considerations of the reasonable use of CNC machine tools and economics, and fully exert the function of CNC machine tools, to that end, should focus on processes, machine tools and air-way and come to a halt less time. Determine the technology options, but also correctly process and selection of processing equipment division. Processing program to determine the general to follow the following principles: 2.4.1 roughing by other machine tool, if all processes are completed by CNC machining to be rough, semi-refined, finishing division of processes, such as "milling, drilling, expanding, tapping , Reaming, Boring. " 2.4.2 close to the location of first processing, so as to shorten the moving distance, reduce air-way. A fixture in more parts of the processing as far as possible. 2.4.3 In order to reduce tool change frequency, reduce the air-way and pause time, should be to focus on the process tool. Clamping time, the use of a knife with the knife after processing all the parts of the processing and procedures for the next pre-processing (such as with a small drill hole for the big holes pre-fight), then change to another knife. CNC machine tool manually ATC should pay even more attention this issue. 2.4.4 surface quality and processing requirements of high precision workpiece, it is necessary to sub-rough, finishing in place to ensure the machining accuracy. Desirable precision machining allowance 0.2 ~ 0.5mm, precision milling, in order to reduce the surface roughness, should be used Shun milling.
2、 分析零件图确定加工方案零件图样是设计工艺过程的依据,因此,必须仔细地分析、研究它。2.1通过图样了解零件的形状、结构并检查图样的完整性。2.2分析图样上规定的尺寸及其公差、表面粗糙度、形状和位置公差等技术要求,并审查其合理性,必要时应参阅部、组件装配图或总装图。2.3分析零件材料及热处理。其目的一是审查零件材料及热处理选用是否合适,了解零件材料加工的难易程度;二是初步考虑热处理工序的安排。2.4找出主要加工表面和某些特殊的工艺要求,分析其可行性,以确保其最终能顺利实现加工。由于生产规模的差异,对同一零件的加工可以有多种方案。应该根据具体条件,选择经济、合理的工艺方案。数控工艺中,主要考虑数控机床使用的合理性及经济性, 并充分发挥数控机床的功能,为此,应使工序集中,机床空程和停顿时间要少。确定工艺方案时,还要正确地进行工序划分和选择加工设备。加工方案的确定一般遵循下列原则:2.4.1由其它机床粗加工, 若全部工序均由数控加工完成,应按粗、半精、精加工划分工序,如“铣、钻、扩、攻丝、铰、镗”。2.4.2先进行较近位置的加工,以缩短移动距离,减少空程。一次装夹中尽量加工更多部分。2.4.3为减少换刀次数、缩短空程和停顿时间,应按刀具来集中工序。一次装夹中,用一把刀加工完用该刀加工的所有部位,并为下道工序预加工(如用小钻头为大孔打预孔) ,然后再换另一把刀。手动换刀的数控机床更应注意此问题。2.4.4表面质量和加工精度要求高的工件,要分粗、精加工到位,以保证加工精度。精加工余量可取0.2~0.5mm,精铣时,为降低表面粗糙度,应采用顺铣。
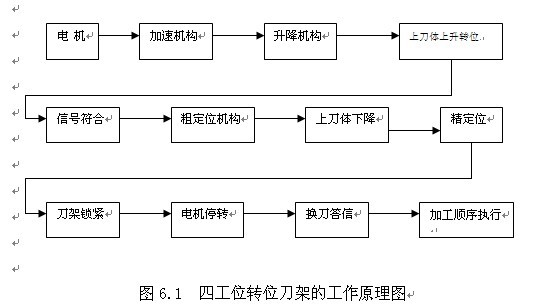
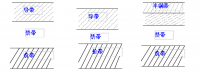
3,Determine the processing route route processing refers to the process of cutting tool (knife Strict Say Yes loci) compared with the processed parts sport sports track and direction, meaning that tool from the point of a knife from the beginning of exercise until the point of return and After processing by the end of the path, including the cutting tool path and the introduction of return air travel and other non-cutting. CNC Machining, each procedure to determine the processing route is very important, it affects the workpiece surface quality, dimensional accuracy and positional accuracy. Specify that the following principles: a. take the knife route should guarantee the processing precision and workpiece surface roughness. To ensure that the outline of the workpiece surface roughness of the surface processing requirements, the final outline of the surface should be the last time take a knife out for processing. Figure 1a processing route although short, but the surface roughness and machining precision worst. Figure 1b But although the processing of high precision machining route is too long. Figure 1C between the two between. Therefore, the processing should be Figure 1C route program implementation. b. should be as far as possible, the shortest route processing to reduce the air travel time, improve processing efficiency. As shown in Figure 2 two-hole processing route. 2A processing route was longer than 2B. In mass production should choose 2B processing route. c. a reasonable selection of Shun milling, milling inverse. d. Select the small deformation of the workpiece processing processing route. Installation process in a multi-channel processes, the first arrangement of the workpiece causing less rigid processes. e. according to workpiece shape, stiffness, cushion stiffness, such as machine tool system, determine the number of cycle of processing. f. rational design tool and cut into direction. In order to avoid node marks, the general use of the tangent into the way back knife. Instead of adopting a law to advance and retreat knife means (as shown by Figure 3). g. positioning methods using one-way approach to avoid the transmission gaps caused by the reverse positioning error. h. In the cutting process, the tool should not happen to interfere with the workpiece contour.
3、确定加工路线加工路线就是指切削加工过程中刀具(严格说是刀位点)相对于被加工零件的运动轨迹和运动方向,即指刀具从对刀点开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具引入、返回等非切削空行程。数控加工中,确定每道工序的加工路线很重要,它影响工件的表面质量、尺寸精度和位置精度。具体确定应遵循以下原则:a.走刀路线应保证被加工工件的精度和表面粗糙度。为保证工件轮廓表面加工的表面粗糙度要求,最终轮廓表面应安排最后一次走刀连续加工出来。图1a加工路线虽然短,但是表面粗糙度及加工精度最差。图1b虽然加工精度高但是加工路线太长。图1C介于二者之间。所以应按图1C的加工路线方案执行。b.应尽量使加工路线最短,减少空行程时间,提高加工效率。如图2所示两种孔的加工路线。2A加工路线明显长于2B。在批量生产中理应选择2B加工路线。c.合理选用铣削加工中的顺、逆铣。d.选择工件加工变形小的加工路线。在一次安装加工多道工序中,先安排对工件刚性破坏较小的工序。e. 根据工件的形状、刚度、余量、机床系统的刚度等情况,确定循环加工数。f.合理设计刀具的切入与切出的方向。为避免结刀痕,一般采用切向进、退刀方式。而非采取法向进退刀方式(由图3所示)。g.采用单向趋近定位方法,避免传动系统反向间隙而产生的定位误差。h.在切削过程中,刀具不能与工件轮廓发生干涉。
4,Rational selection tool CNC machine tools and common tool used in the comparison tool, there are many different requirements, there are: a. good rigidity and high precision; b. interchangeability, and ease of rapid tool change; c. tool should be able to reliable chip chip-breaker or volume in order to facilitate the chip exclusionary; d. serialization, standardization, in order to facilitate programming and tool management. Select the tool, the make tool with the processing of materials and machining parts to adapt physiognomy. Plane parts surrounding the outline of the processing, use of Endmill; milling plane should be selected carbide cutter blade; processing Boss, groove should choose high-speed cutter; finish, the optional carbide cutter .
4、合理选用刀具数控刀具与普通机床上所用的刀具相比,有许多不同要求,主要有:a.刚性好,精度高;b.互换性好,便于快速换刀;c.刀具应能可靠地断屑或卷屑,以利于切屑的排除;d.系列化、标准化,以利于编程和刀具管理。选取刀具时,要使刀具与被加工零件的材料及加工面相适应。平面零件周边轮廓的加工,采用立铣刀;铣削平面时,应选硬质合金刀片铣刀;加工凸台、凹槽时,应选高速立铣刀;精加工时,可选硬质合金刀。
5,To select a reasonable cutting CNC machining quality and efficiency, to a large extent depend on the choice of cutting parameters. Cutting parameters, including spindle speed, cutting depth and feed rate. The choice of cutting tools should be taken within the scope of the permit, taking into account the durability of cutting tools, machine tool, fixture rigidity and hardness of materials. Can also be combined with the practice of using analog method. Cutting parameters selection based on the following principles: to ensure the accuracy of parts and surface roughness; give full play to the machine tool's performance; maximize productivity and reduce costs. Depth of cut 5.1: General in accordance with machine tools, cutting tools and workpiece stiffness choice. In the stiffness of the permit conditions, should take large values as possible or to depth of cut equal parts allowance to reduce feeding frequency, improve processing efficiency. To improve surface quality, have allowed it to remain a small number of sperm once the processing allowance. 5.2 feed speed: feed rate feed rate f or F, CNC machine tools are important cutting parameters, according to parts machining accuracy and surface quality requirements, as well as the stiffness of knives, cutting methods and to select the workpiece material. Such as precision milling when F = (50 ~ 300) mm / min, sperm when f = (0.1 ~ 0.5) mm / r, feed rate and spindle speed is proportional to. Processing within the cavity, in order to prevent cut-off in the corner of f should be reduced. Commonly used in cutting can be found on the manual, import tool can be properly enhance cutting. 5.3 Spindle Speed: spindle speed generally in accordance with cutting speed v to select. The formula is as follows: n = 1000υ/πd CNC machine tool control panel are generally spindle speed tuning magnification switch during processing of the spindle speed to adjust the whole multiples. Process analysis is the basis for programming CNC Machining, because route processes, tool selection, cutting, etc. are in the process must be specific. Practice has proved that the use of CNC machining parts, careful and detailed process analysis, improve the accuracy of parts is processed to increase work efficiency and thus improve the economic efficiency of enterprises, it is very necessary.
5、切削用量的合理选取数控加工的质量和效率, 在很大程度上取决于切削用量的选用。切削用量包括主轴转速、切削深度和进给量。切削用量的选择应在机床的允许范围内取,同时虑刀具的耐用度,机床、夹具的刚性和材质的硬度。也可结合实践用类比法确定。切削用量根据以下原则选择:保证零件的精度和表面粗糙度;充分发挥机床的性能;最大限度提高生产率,降低成本。5.1切削深度:一般根据机床、刀具及工件的刚度选择。在刚度允许的条件下,应尽可能取大值或使切削深度等于零件加工余量,以减少进给次数,提高加工效率。为提高表面质量,可留少量精加工余量再进行一次加工。5.2进给速度:进给量f或进给速度F,是数控机床重要的切削参数,根据零件加工精度和表面质量要求, 以及刀具的刚度、切削方式和工件材料来选取。如精铣时F =(50~300)mm/min,精车时f=(0.1~0.5)mm/r,进给量与主轴转速成正比。内型腔加工时,为防止过切,在拐角处f应降低。常用的切削用量可查有关手册,进口刀具可适当提高切削用量。5.3主轴转速:主轴转速一般根据切削速度v来选定。计算公式为:n=1000υ/πd数控机床的控制面板上一般都有主轴转速修调倍率开关, 可在加工过程中对主轴转速进行整倍数调整。工艺分析是数控加工编程的基础,因为工艺路线、刀具选择、切削用量等均是在程序中必须明确的。实践证明, 用数控机床加工零件时,进行认真细致的工艺分析, 对提高被加工零件的精度, 提高工作效率, 从而提高企业的经济效益,是非常有必要的。



